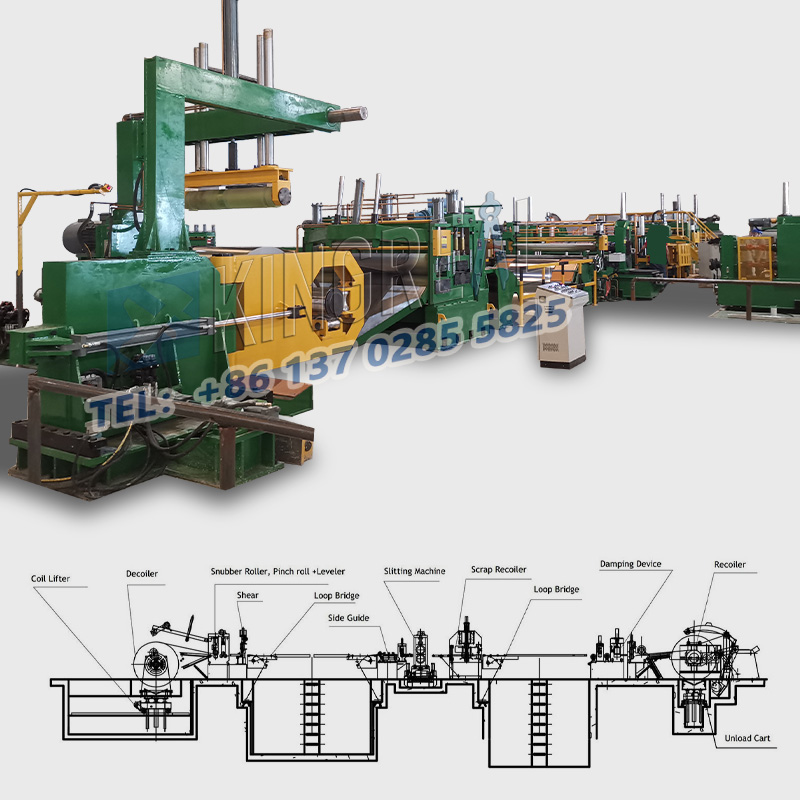
मेटल कॉइल प्रक्रियेच्या क्षेत्रात,स्टील स्ट्रिप स्लिटिंग मशीनस्टेनलेस स्टील, ॲल्युमिनियम, कार्बन स्टील आणि सिलिकॉन स्टील यांसारख्या धातूच्या कॉइल्सला रेखांशाने कापण्यासाठी वापरले जातात. अरुंद पट्ट्यांची मितीय अचूकता, कटची गुळगुळीतपणा आणि बर्र्स किंवा कॅम्बरची उपस्थिती किंवा अनुपस्थिती हे सर्व थेट स्टील स्ट्रिप स्लिटिंग लाइनच्या वरच्या आणि खालच्या ब्लेडमधील क्लिअरन्सद्वारे निर्धारित केले जातात.
दैनंदिन उत्पादनामध्ये, जेव्हा जेव्हा प्रक्रिया केल्या जात असलेल्या कॉइलची जाडी बदलली जाते, किंवा भिन्न कठोरता असलेली भिन्न सामग्री वापरली जाते, तेव्हा ऑपरेटरने स्टील स्ट्रिप स्लिटिंग मशीनचे ब्लेड क्लिअरन्स एकाच वेळी समायोजित केले पाहिजे.
योग्य ब्लेड क्लिअरन्स स्टील स्ट्रिप स्लिटिंग लाइनला गुळगुळीत, बुर-फ्री कट आणि एकसमान क्रॉस-सेक्शन लेयर्ससह उच्च-परिशुद्धता अरुंद पट्ट्या कापण्याची परवानगी देते; अयोग्य क्लिअरन्स व्हॅल्यूमुळे एज कर्लिंग, ब्लेड चिपिंग, स्ट्रीप बेंडिंग आणि एज बर्र्स जमा होण्यासारखे असंख्य उत्पादन दोष निर्माण होतील. हा लेख, किंग्रियल स्टील स्लिटर, स्टील स्ट्रिप स्लिटिंग मशीनच्या ब्लेड क्लिअरन्ससाठी समायोजन तर्क, व्यावहारिक पद्धती आणि पॅरामीटर सेटिंग वैशिष्ट्यांचे पूर्णपणे स्पष्टीकरण देण्यासाठी क्लिअरन्स पॅरामीटर मानकांसह व्यावहारिक अनुभव एकत्र करेल.

स्टील स्ट्रिप स्लिटिंग मशीनमध्ये ब्लेड क्लिअरन्स आणि स्ट्रिप प्रिसिजन यांच्यातील संबंध
स्टील स्ट्रीप स्लिटिंग मशीनचे ब्लेड क्लीयरन्स हे जेव्हा वर्तुळाकार कातरणे ब्लेडचे वरचे आणि खालचे संच जाळी करतात तेव्हा सोडलेल्या रेडियल अंतराचा संदर्भ देते. हे मूल्य एक स्थिर स्थिर नाही परंतु प्रक्रिया केलेल्या सामग्रीची जाडी आणि कडकपणा या दोन मुख्य चलांसह गतिशीलपणे बदलते. हे दोन घटक थेट स्लिटिंग गुणवत्ता निर्धारित करतातस्टील स्ट्रिप स्लिटिंग लाइन.
1. साहित्याची जाडी
जेव्हा प्रक्रिया केलेल्या कॉइल सामग्रीची जाडी बदलते, तेव्हा स्टील स्ट्रिप स्लिटिंग मशीनचे ब्लेड क्लीयरन्स त्यानुसार समायोजित करणे आवश्यक आहे. जर स्टील स्ट्रिप स्लिटिंग लाइन जाड धातूच्या पट्ट्यांवर प्रक्रिया करत असेल, तर ब्लेड क्लीयरन्स योग्यरित्या वाढवावे; खूप कमी क्लिअरन्समुळे वरच्या आणि खालच्या ब्लेडला शीटचे साहित्य जबरदस्तीने पिळून टाकले जाते, ज्यामुळे ब्लेडच्या शरीरावरील भार झटपट वाढतो, ज्यामुळे ब्लेडचे तुटणे आणि कटर शाफ्टचे विकृत रूप सहजपणे होऊ शकते, ज्यामुळे स्टील स्ट्रिप स्लिटिंग मशीनच्या कटर आणि स्पिंडलचे सेवा आयुष्य लक्षणीयरीत्या कमी होते.
याउलट, जेव्हा स्टील स्ट्रिप स्लिटिंग लाइन पातळ सामग्रीवर प्रक्रिया करण्यासाठी स्विच करते, तेव्हा ब्लेड क्लिअरन्स कमी करणे आवश्यक आहे. जर क्लिअरन्स खूप मोठा असेल, तर शीटची सामग्री ब्लेडने पूर्णपणे कापली जाऊ शकत नाही, कातरण्याच्या प्रक्रियेदरम्यान सामग्रीच्या कडा फाटल्या जातील आणि तयार पट्टीच्या दोन्ही बाजूंना मोठ्या संख्येने burrs दिसतील. गंभीर प्रकरणांमध्ये, संपूर्ण अरुंद पट्टीमध्ये एक कॅम्बर असेल, मितीय सहनशीलता ओलांडली जाईल आणि डाउनस्ट्रीम स्टॅम्पिंग, वाकणे आणि तयार करण्याच्या प्रक्रियेच्या आवश्यकता पूर्ण करण्यात अयशस्वी होईल.
0.1 मिमी पेक्षा कमी जाडी असलेल्या अत्यंत पातळ धातूच्या पट्ट्यांसाठी, मेटल स्लिटिंग मशीनचे सैद्धांतिक ब्लेड अंतर शून्यापर्यंत पोहोचते, अचूक स्लिटिंग साध्य करण्यासाठी ब्लेडच्या मायक्रो-इंटरलॉकिंगवर अवलंबून असते.
2. सामग्रीची कडकपणा आणि तन्य शक्ती
भिन्न धातू तन्य शक्ती आणि कडकपणामध्ये लक्षणीय फरक दर्शवितात, परिणामी स्टील स्ट्रिप स्लिटिंग मशीनसाठी पूर्णपणे भिन्न ब्लेड अंतर श्रेणी योग्य आहेत. जाड कार्बन स्टील, स्टेनलेस स्टील आणि सिलिकॉन स्टील यासारख्या उच्च-कडकपणा, उच्च-तन्य-शक्तीच्या सामग्रीमध्ये दाट आण्विक संरचना आणि जास्त कातरणे प्रतिरोधक असतो, ज्यामुळे स्टील स्ट्रिप स्लिटिंग लाईन्समध्ये मोठ्या ब्लेड अंतरांची आवश्यकता असते. शुद्ध ॲल्युमिनियम आणि पातळ ॲल्युमिनियम शीट्स सारख्या मऊ, कमी-शक्तीच्या सामग्रीमध्ये उच्च प्लॅस्टिकिटी आणि कमी कातरणे प्रतिरोधक असतो, ज्यामुळे स्टील स्ट्रिप स्लिटिंग मशीनमध्ये योग्यरित्या लहान ब्लेड अंतर ठेवता येते.
मेटल स्लिटिंगचे भौतिक तत्त्व शुद्ध कटिंग नाही, तर ब्लेडच्या दाबाखाली शीट सामग्रीचे आंशिक कातरणे आणि तन्य तोडणे आहे. उच्च कडकपणा सामग्रीमध्ये प्लॅस्टिक फ्रॅक्चरचे प्रमाण जास्त असते, गुळगुळीत क्रॉस-सेक्शन प्राप्त करण्यासाठी मोठ्या अंतरांची आवश्यकता असते. सॉफ्ट ॲल्युमिनियम मोठ्या प्लास्टिक विकृती प्रदर्शित करते; जास्त अंतरामुळे मटेरियल एक्सट्रूझन, फ्लेकिंग आणि कर्लिंग दोष होऊ शकतात.
स्टील स्ट्रिप स्लिटिंग लाइनच्या ब्लेड गॅपसाठी मानक समायोजन पद्धत
सध्या, सर्वात मुख्य प्रवाहातस्टील स्ट्रिप स्लिटिंग मशीनब्लेड गॅपचे अचूक नियंत्रण मिळविण्यासाठी मार्केटमध्ये अचूक शिम्सवर अवलंबून असतात. वेगवेगळ्या जाडीच्या शिम्स आणि बुशिंग्ज जोडून किंवा काढून टाकून, वरच्या आणि खालच्या कटर शाफ्ट ब्लेडमधील रेडियल अंतर तंतोतंत नियंत्रित केले जाते. संपूर्ण समायोजन प्रक्रियेमध्ये चार मुख्य ऑपरेशन्स असतात:
(1) शिमला मूळ अंतराशी जुळवणे
औपचारिक स्लिटिंग करण्यापूर्वी, प्रथम रोलची सामग्री आणि जाडी निश्चित करा, गॅप पॅरामीटर सारणीनुसार मूलभूत अंतर मूल्य निवडा आणि नंतर कटर शाफ्ट आणि स्टील स्ट्रिप स्लिटिंग लाइनच्या ब्लेडच्या दोन्ही बाजूंना एकत्र करण्यासाठी संबंधित जाडीचे अचूक शिम निवडा. तंतोतंत जुळलेली शिम जाडी हे सुनिश्चित करते की स्टील स्ट्रिप स्लिटिंग मशीन ब्लेड समान रीतीने गुंतलेले आहेत, कातरण्याच्या प्रक्रियेदरम्यान एकतर्फी एक्सट्रूजन, चिपिंग आणि एज कर्लिंग प्रतिबंधित करते. हे ब्लेडचे पोशाख लक्षणीयरीत्या कमी करते आणि कटरच्या संपूर्ण सेटचे सेवा आयुष्य वाढवते.
(2) ब्लेड एकाग्रता पीसणे आणि दुरुस्त करणे
जर स्टील स्ट्रिप स्लिटिंग लाईन जास्त तीव्रतेच्या अंतर्गत दीर्घकाळ वापरली गेली आणि ब्लेड एका बाजूने आदळले तर ब्लेडची एकाग्रता असंतुलित होईल. जरी शिमची वैशिष्ट्ये योग्य असली तरीही, ऑपरेशन दरम्यान ब्लेड अंतर चढ-उतार होईल. या प्रकारची खराबी शिम्स वापरून समायोजित केली जाऊ शकत नाही. ब्लेडचा संपूर्ण संच स्टील स्ट्रिप स्लिटिंग मशीनच्या कटर शाफ्टमधून वेगळे करणे आवश्यक आहे, री-ग्राइंडिंग आणि बाह्य ग्राइंडिंगसाठी व्यावसायिक ग्राइंडरकडे पाठवले जाणे आवश्यक आहे, ब्लेडची एकाग्रता दुरुस्त करणे आणि नंतर शिम गॅप समायोजित करण्यापूर्वी स्टील स्ट्रिप स्लिटिंग लाइनवर पुन्हा स्थापित करणे आवश्यक आहे.
(३) असंतुलित स्लिटिंग कटर शाफ्ट दुरुस्त करणे
स्टील स्ट्रिप स्लिटिंग मशीनच्या वरच्या आणि खालच्या कटर शाफ्टवर दीर्घ कालावधीसाठी कातरणे प्रभाव पडतो, परिणामी किंचित वाकणे आणि असमान पृष्ठभाग पोशाख होतो. शाफ्ट रोटेशन दरम्यान, ब्लेडचे अंतर वेळोवेळी बदलते, परिणामी तयार पट्टीच्या एका बाजूला burrs आणि दुसऱ्या बाजूला एक गुळगुळीत कट होते. यावर उपाय करण्यासाठी, मशीन थांबवायला हवे, स्टील स्ट्रिप स्लिटिंग लाइनचे कटर शाफ्ट असेंबल वेगळे केले पाहिजे, शाफ्ट बॉडी ग्राउंडवर जीर्ण झालेले क्षेत्र आणि दुरुस्त केले पाहिजे आणि रोटेशनमुळे होणारे अंतर चढउतार दूर करण्यासाठी कटर शाफ्टचे डायनॅमिक संतुलन कॅलिब्रेट केले पाहिजे.
(4) बुशिंग्ससह शिअरिंग गॅप स्थिर करणे
स्टील स्ट्रिप स्लिटिंग मशीनमधील अंतर समायोजित करण्यासाठी शिम्स आणि सेपरेटर बुशिंग हे मुख्य सहाय्यक घटक आहेत. कटिंग ब्लेडच्या प्रत्येक गटाच्या दोन्ही बाजूंना स्थापित केलेले, ते ब्लेड अचूकपणे वेगळे करू शकतात, सिंगल-ग्रुप कटिंग गॅप नियंत्रित करू शकतात आणि वरच्या आणि खालच्या ब्लेडची क्षैतिज समांतरता राखू शकतात. उच्च-शक्तीचे स्टील गॅस्केट आणि बुशिंग उच्च कडकपणा देतात, ब्लेडला स्क्रॅपिंग आणि असेंबलीनंतर आदळण्यापासून प्रतिबंधित करतात. ते संपूर्ण स्टील स्ट्रिप स्लिटिंग लाइनच्या कटर शाफ्टवरील एकाधिक कटिंग ब्लेडमध्ये एकसमान अंतर देखील सुनिश्चित करतात, अनेक पट्ट्यांमध्ये सातत्यपूर्ण कटिंग अचूकता राखतात.
स्टील स्ट्रिप स्लिटिंग लाइन्सच्या ब्लेड गॅप पॅरामीटर्ससाठी मानक सेटिंग तपशील
च्या ब्लेडचे अंतर सेट करण्यासाठी मुख्य संदर्भस्टील स्ट्रिप स्लिटिंग मशीनप्रक्रिया केलेल्या सामग्रीची जाडी, कडकपणा आणि तन्य शक्ती आहे. खालील सारणी स्टील स्ट्रिप स्लिटिंग लाईन्सशी सुसंगत सामान्यतः वापरल्या जाणाऱ्या विविध धातूंसाठी मानक अंतर दर्शवते:
|
जाडी |
स्टेनलेस स्टील |
ॲल्युमिनियम |
पोलाद |
कार्बन स्टील |
सिलिकॉन स्टीl |
| ~ ०.१ मिमी |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4 मिमी |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0 मिमी |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1.0 मिमी |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
स्टील स्ट्रिप स्लिटिंग मशीनवर ब्लेड गॅप समायोजित करणे ही तयार कॉइल स्लिटिंग उत्पादनाची गुणवत्ता नियंत्रित करण्यासाठी मुख्य प्रक्रिया आहे. गॅप व्हॅल्यूची अचूक जुळणी थेट स्टील स्ट्रिप स्लिटिंग लाइनची उत्पादन कार्यक्षमता, टूल परिधान आणि तयार उत्पादन पात्रता दरावर परिणाम करते. स्टील स्ट्रिप स्लिटिंग मशीनच्या दैनंदिन ऑपरेशन दरम्यान, ऑपरेटरने सामग्री आणि जाडीशी संबंधित गॅप पॅरामीटर्स लक्षात ठेवणे आवश्यक आहे, अचूक समायोजनासाठी अचूक शिम्स वापरणे आवश्यक आहे आणि बरर्स, चिपिंग आणि मितीय विचलन यांसारख्या उत्पादनातील अपयश कमी करण्यासाठी ब्लेड आणि कटर शाफ्टची नियमितपणे तपासणी करणे आवश्यक आहे.
वर अधिक माहितीसाठीस्टील स्ट्रिप स्लिटिंग लाइनकमिशनिंग, टूल सिलेक्शन, कॉइल प्रोसेसिंग टिप्स किंवा स्टेनलेस स्टील, कार्बन स्टील आणि ॲल्युमिनियमसाठी योग्य पूर्णपणे स्वयंचलित स्टील स्ट्रिप स्लिटिंग मशीन कस्टमाइझ करण्यासाठी, कृपया थेट किंग्रियल स्टील स्लिटरशी संपर्क साधा!