1. स्टोरेज टेबल: कच्च्या मालावर प्रक्रिया करण्यासाठी वापरला जातो, ज्याला कच्चा माल स्टँडबाय प्लेस देखील म्हणतात, सहसा सानुकूलित 1-2.
2. रोल ट्रान्सपोर्ट कार्ट: स्टोरेज टेबलमध्ये साठवायचा कच्चा माल अनकॉइलरमध्ये वाहून आणा आणि कच्चा माल अनकॉइलरमध्ये उगवणे, पडणे, पुढे-मागे हलवणे इ. मोड, किंवा ते पूर्णपणे स्वयंचलित “V” प्लेन किंवा रोल प्लेनमध्ये बनवले जाऊ शकते.
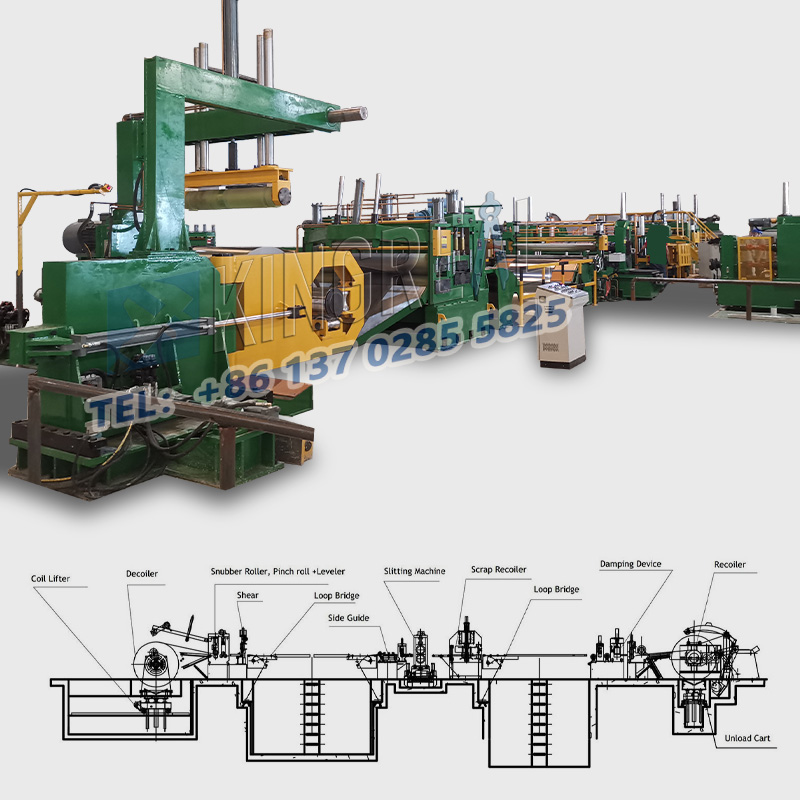
3. अनकोइलर: सामान्यत: एकल कँटिलीव्हर प्रकार, जसे की कच्च्या मालाचे वजन मोठे असते, अनकॉइलर ड्रमच्या सहाय्यक समर्थनाच्या शेवटी जोडणे आवश्यक असते, अनकॉइलर सीटला फंक्शनच्या हालचालीपूर्वी आणि नंतर एकल बाजूने समांतर दिशा असते. , प्रभावीपणे आणि त्वरीत कच्च्या मालाचे केंद्रीकरण पूर्ण करू शकते, सामान्यत: व्हिज्युअल/बॅकवर्ड मोड, पूर्ण-स्वयंचलित स्वयं-केंद्रीकरण देखील केले जाऊ शकते, परंतु महाग शुल्काची किंमत वाढवण्याची गरज आहे.
4. क्लॅम्पिंग, लेव्हलिंग आणि प्लेट हेड शीअर: क्लॅम्पिंग व्हील हे सहसा हायड्रॉलिक, वायवीय आणि इलेक्ट्रिक लिफ्टिंग उपकरणे असतात, लेव्हलिंग मशीन सामान्यतः इलेक्ट्रिक लिफ्टिंग आणि वर्म गियर स्ट्रक्चर असते ज्यामुळे लिफ्टिंग आणि पोझिशनिंगची स्थिरता सुनिश्चित होते, प्लेट हेड शीअर सहसा हायड्रॉलिक शीअरिंग असते. कच्चा माल डिस्कच्या शेवटी फ्लश होईल याची खात्री करण्यासाठी मशीन. ड्राईव्ह सामान्यत: स्टेपलेस स्पीड मोटरद्वारे चालविली जाते याची खात्री करण्यासाठी मशीनची लाईन गती गुळगुळीत आणि समक्रमित आहे.
5. खड्ड्यांचा थेट संच: कच्चा माल स्टोरेज बफर पिट म्हणून देखील ओळखला जातो, सामान्यत: 2 ते 4 मीटर खोली, 3 ते 4 मीटर लांबी, क्लॅम्पिंग आणि रेखांशाचा कातरणे गती जुळणारे बफर डिव्हाइसमध्ये कच्चा माल म्हणून, सामान्यतः हायड्रॉलिक इलेक्ट्रिक लिफ्टिंग ट्रांझिशन प्लॅटफॉर्म, कच्चा माल क्लॅम्पिंगमध्ये आणि डिव्हाइसला मार्गदर्शन करण्यासाठी बाजूला, संक्रमण प्लेट सामान्यत: रोलर्स आणि स्क्रॅच-प्रतिरोधक सामग्रीच्या संक्रमण पृष्ठभागाशी कच्चा माल संपर्क म्हणून वापरली जाते.
6. साइड गाइड आणि क्लॅम्पिंग डिव्हाइस: साइड गाइड हे फास्ट फॉरवर्ड लॅटरल पोझिशनिंग डिव्हाइसमध्ये कच्चा माल आहे, सामान्यत: अनुलंब रोलर प्रकार किंवा उभ्या प्लेट स्ट्रक्चरचा वापर करून, ट्रान्सव्हर्स पोझिशनिंगच्या अनुदैर्ध्य कातरणेमधील कच्चा माल, हे सुनिश्चित करण्यासाठी चालत असल्याचे दिसते आणि तयार उत्पादनाची कातरणे रुंदी खराब आहे; क्लॅम्पिंग डिव्हाइस सामान्यतः रोलर्समध्ये वापरले जाते, हे सुनिश्चित करण्यासाठी की कच्चा माल लिंगाचा प्रसार होण्याआधी कातरतो.
7. स्लिटिंग मशीन, या उत्पादन लाइनचे मुख्य साधन म्हणून, ब्लेड आणि स्पेसरच्या वेगवेगळ्या संयोजनाद्वारे तयार उत्पादनांच्या वेगवेगळ्या रुंदी कापते. स्लिटिंग चाकू शाफ्टची अचूकता खूप जास्त आहे. त्याची अनुदैर्ध्य रनआउट, पार्श्व विक्षेपण आणि त्याची यांत्रिक ताकद हे सर्व स्लिटिंग उत्पादनांची अचूकता निर्धारित करतात. गोलाकार ब्लेड आणि ब्लेड स्पेसर सारख्या त्याच्या ॲक्सेसरीजच्या अचूक आवश्यकता, स्लिटिंग उत्पादनाची अचूकता आणि चाकूच्या व्यवस्थेची वेळ देखील निर्धारित करतात, ज्याचा थेट प्रक्रिया आउटपुटवर परिणाम होतो. रिवाइंडिंग पद्धतीमध्ये साधारणपणे दोन प्रकारचे रिवाइंडिंग असते: रबर रिंग रिवाइंडिंग आणि प्रेशर प्लेट रिवाइंडिंग आणि ब्लेड आणि ब्लेड स्पेसरच्या पोझिशनिंगमध्ये नट पोझिशनिंग आणि अधिक महाग हायड्रॉलिक शाफ्ट लॉकिंग इ. रिवाइंडिंग पद्धतीमध्ये दोन प्रकारचे रिवाइंडिंग असते: रबर रिंग रिवाइंडिंग आणि प्रेशर प्लेट रिवाइंडिंग.
8. ट्रान्झिशन प्लॅटफॉर्म: ट्रान्झिशन प्लॅटफॉर्म म्हणजे यंत्राच्या आत असलेल्या बफर पिट्सच्या तयार केलेल्या सेटमध्ये तयार केलेल्या उत्पादनाचे कातरलेले संक्रमण, ब्लेडच्या पंक्तीच्या सोयीसाठी, डिस्क शिअरच्या भागाच्या जवळ असलेल्या त्याच्या गरजा मुक्तपणे उचलल्या जाऊ शकतात. गट आणि तयार उत्पादनाच्या गुणवत्तेचे मापन आणि इतर कार्ये, मटेरियल प्रेशर प्लेट डिव्हाइसच्या शेवटी निश्चित भागामध्ये कातरणे नंतर तयार झालेले उत्पादन रोखण्यासाठी खड्ड्यांमधील थेट सेटमध्ये नॉट्ससह गोंधळ निर्माण करणे.
8. स्क्रॅप एज रिवाइंडिंग मशीन: स्क्रॅप एज रिवाइंडिंग मशीन स्क्रॅप एज वायरचे स्टोरेज आणि वाहतूक सुलभ करण्यासाठी, मटेरियल कातरल्यानंतर स्क्रॅप एज बंडलमध्ये रिवाइंड करण्यासाठी डिस्क टाईप कलेक्टिंग डिव्हाइसचा अवलंब करते, सामान्यतः स्क्रू-प्रकार मार्गदर्शकासह पूरक असते. डिव्हाइस किंवा कॅम लिंकेज-प्रकार मार्गदर्शक डिव्हाइस, जे अनंत परिवर्तनशील गती आणि तणाव-नियंत्रित मोटर ड्राइव्हचा अवलंब करते, आणीबाणी स्टॉप ब्रेकसह पूरक आहे आणि मॅन्युअल अनलोडिंग आणि स्वयंचलित अनलोडिंगचे दोन मार्ग आहेत.
9. फ्रंट सेपरेटिंग डिव्हाईस: फ्रन्ट सेपरेटिंग डिव्हाईस म्हणजे तयार उत्पादने टेंशन प्रोडक्शन स्टेशनमध्ये येण्यापूर्वी वेगळे करणे, जेणेकरून तयार झालेले पट्टे ताणतणावाने दाबले गेल्यावर ते क्रॉस-बेल्ट आणि स्टॅक केले जाणार नाहीत, सामान्यत: दुप्पट वेगळे करणे आणि पोझिशनिंग आणि अँटी-स्किपिंग बेल्ट प्रेस व्हील, आणि समोरचा भाग एक विभक्त शाफ्टचा अवलंब करतो जो उचलला जाऊ शकतो आणि कमी केला जाऊ शकतो, ज्यामुळे प्रेस व्हीलमुळे दाबलेल्या प्लेटचे प्लास्टिकचे विकृतीकरण टाळता येते आणि विभक्त शाफ्ट एक जंगम मार्गदर्शक रेलचा अवलंब करते. जे विभक्त शाफ्ट स्लाइडिंगद्वारे सोयीस्करपणे आणि लवचिकपणे बाहेर काढले जाऊ शकते, यासाठी उपयुक्त होण्यासाठी, विभक्त शाफ्ट जंगम मार्गदर्शक रेलचा अवलंब करते, ज्याला विभाजनाच्या पंक्तीचे गटबद्ध करणे सुलभ करण्यासाठी सहज आणि लवचिकपणे बाहेर काढले जाऊ शकते.
10. माजी पृथक्करण यंत्र: पूर्वीचे पृथक्करण उपकरण म्हणजे तयार उत्पादने तणाव उत्पादन केंद्रात प्रवेश करण्यापूर्वी ते वेगळे करणे, जेणेकरून तयार उत्पादने ताणतणावाने दाबल्यावर त्यांना क्रॉस-बँड केलेले आणि स्टॅक केले जाणार नाहीत आणि ते सामान्यतः बनलेले असते. दुप्पट सेपरेशन आणि पोझिशनिंग आणि अँटी-स्किपिंग बेल्ट प्रेस व्हीलचा, आणि पूर्वीचा विभाग विभक्त शाफ्टचा अवलंब करतो जो उचलला जाऊ शकतो आणि कमी केला जाऊ शकतो, जो प्रेस व्हीलमुळे दाबलेल्या प्लेटचे प्लास्टिक विकृत होण्यास प्रतिबंध करतो आणि विभक्त शाफ्ट स्वीकारतो. एक जंगम मार्गदर्शक रेल, जो विभक्त शाफ्ट स्लाइडिंगद्वारे सोयीस्करपणे आणि लवचिकपणे बाहेर काढला जाऊ शकतो, जेणेकरून सोयीसाठी विभक्त शाफ्ट जंगम मार्गदर्शक रेलचा अवलंब करते, जेणेकरून विभक्त शाफ्ट लवचिकपणे आणि सोयीस्करपणे बाहेर काढता येईल जेणेकरून विभक्त पंक्ती गटबद्ध करणे सुलभ होईल. पत्रके
11. टेंशन जनरेटिंग स्टेशन: टेंशन जनरेटिंग स्टेशन प्लेट टेंशन स्टेशन, बेल्ट टेंशन स्टेशन आणि रोलर टेंशन स्टेशनमध्ये विभागले गेले आहे, जे सामान्यतः तणाव निर्माण करण्याचे कार्य साध्य करण्यासाठी दबाव उचलण्यासाठी आणि कमी करण्यासाठी ॲडजस्टेबल हायड्रॉलिक दाब स्वीकारते, तर बेल्ट प्रकार आणि रोलर प्रकार तणाव निर्माण करण्यासाठी स्लाइडिंग घर्षण प्रतिकार स्वीकारतो.
13. रिवाइंडिंग मशीन: रिवाइंडिंग मशीन, ज्याला तयार उत्पादन रिवाइंडिंग मशीन देखील म्हटले जाते, हे स्प्लिट-शिअर तयार झालेले उत्पादन उपकरणांच्या रोलमध्ये रिवाइंड केले जाते, रिवाइंडिंग ड्रम ही चढ-उतारांची रचना असू शकते, ज्यामुळे तयार उत्पादने सहज काढता येतात. बेल्ट, स्टॅक केलेला बेल्ट आणि रोल फ्लॅटचा तयार उत्पादनाचा शेवट, हायड्रॉलिक लिफ्टिंग, तयार उत्पादनातील काउंटरबॅलेन्स व्हॉल्व्हद्वारे पूरक, अधिकाधिक मोठ्या प्रमाणात स्वयंचलित उत्पादनास काउंटरबॅलेंस केले जाऊ शकते. पुश प्लेट डिव्हाईसचा उदय हायड्रॉलिक पद्धतीने चालवला जातो, तयार झालेले उत्पादन ड्रमवरील ड्रममधून घेतले जाईल पुश प्लेट डिव्हाइस टेक-अप रीलमधून तयार टेप सहजतेने बाहेर ढकलण्यासाठी हायड्रॉलिकली चालविले जाते. जड रोल गोळा करताना, सहायक समर्थन उपकरणे वापरली जातात. सामग्रीचे मोठे रोल वाइंडिंग करताना वळणाची शक्ती राखली जाते याची खात्री करण्यासाठी आणि टेप टॉवर होणार नाही याची खात्री करण्यासाठी ड्राइव्ह मोटर सतत पॉवर मोटरद्वारे चालविली जाते. एक द्रुत ब्रेकिंग ब्रेक बेल्टला चाकू खेचण्यापासून प्रतिबंधित करते.