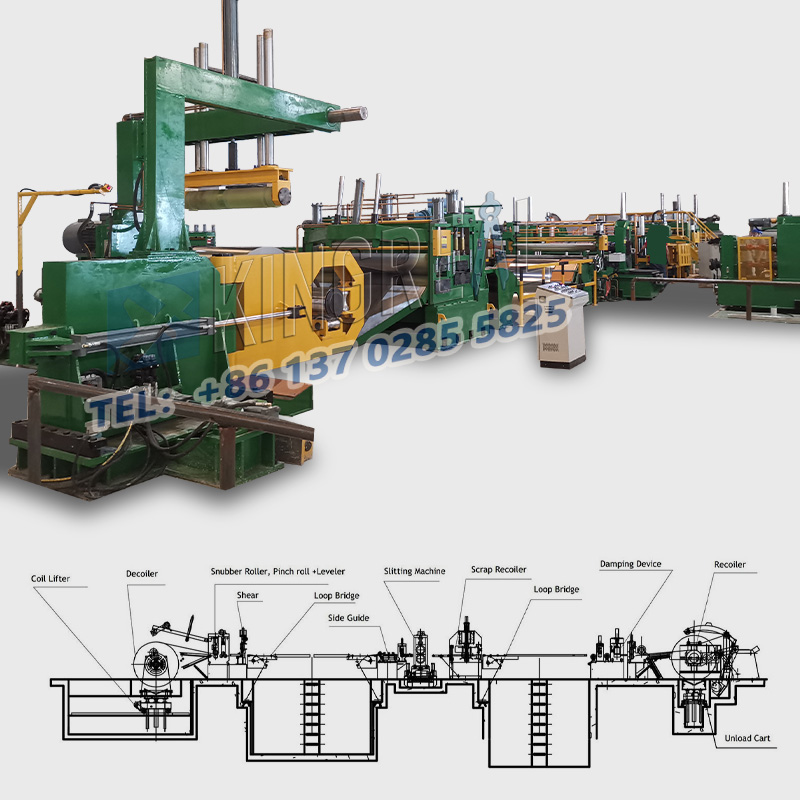
अनुदैर्ध्य कातरणे कॉइल स्लिटिंग मशीनमुख्यतः सिलिकॉन स्टील शीट, ॲल्युमिनियम कॉइल, गॅल्वनाइज्ड कॉइल, स्टेनलेस स्टील, साधे कार्बन स्टील आणि इतर कॉइल आणि शीट सामग्रीच्या पट्ट्यांच्या लांबीसह अनेक लहान पट्ट्यांमध्ये वापरले जाते. अनुदैर्ध्य कातरणे मेटल स्लिटिंग मशीन काही प्रमाणात अनुदैर्ध्य कातरणे, स्लिटिंग मशीन, रोलिंग कातरणे, डिस्क कातरणे, स्लिटिंग मशीन म्हणून देखील ओळखले जाते.

कार्याचे वर्णन: स्लिटिंग आणि स्टील स्लिटिंग मशीनचा वापर सिलिकॉन स्टील शीट, ॲल्युमिनियम कॉइल, गॅल्वनाइज्ड कॉइल, स्टेनलेस स्टील, प्लेन कार्बन स्टील आणि इतर कॉइल शीटला लांबीच्या दिशेने अनेक लहान पट्ट्यांमध्ये कापण्यासाठी केला जातो. अनुदैर्ध्य कातरणे स्लिटिंग मशीनमध्ये वरच्या आणि खालच्या चाकू शाफ्ट आणि स्थिर, समक्रमित लिफ्टिंग स्ट्रक्चर असते. पट्टिका कास्ट, वृद्धत्व उपचार, कंटाळवाणा मशीन अचूक मशीनिंग आहे. वरच्या आणि खालच्या कटर शाफ्टवर अनेक प्रक्रियांद्वारे बारीक प्रक्रिया केली जाते, जसे की टर्निंग, उच्च-फ्रिक्वेंसी ट्रीटमेंट, ग्राइंडिंग, क्रोम-प्लेटिंग आणि नंतर ग्राइंडिंग.
तर स्लिटिंग मशीनच्या ऑपरेशन दरम्यान स्लिटिंग आकारावर कोणते घटक परिणाम करतात?
1. स्लिटिंग मशीन उपकरणाच्या ऑपरेशन प्रक्रियेत, जर टूलच्या ट्रान्सव्हर्स ऑसिलेशनची समस्या असेल, तर यामुळे टूलचे ट्रान्सव्हर्स ऑसीलेशन आणि टूलचा बाह्य व्यास यांसारख्या खराब आयामांची निर्मिती होईल. आकार भिन्न आणि गरीब आहे. साधनाच्या ट्रान्सव्हर्स ऑसिलेशनचे मूल्य शून्य असू शकत नाही. साधनाची जाडी, आतील व्यास, स्पेसर स्लीव्ह रुंदी इ.ची अचूकता त्रुटी आणि जाड प्लेट्सच्या कातरताना पार्श्विक ताणामुळे निर्माण होणारी वॅपिंग हे त्याचे कारण आहे.
2. स्टील स्लिटिंग मशीन उपकरणाच्या उत्पादनादरम्यान, स्टील प्लेटच्या ट्रान्सव्हर्स वॉरपेजची समस्या होती, ज्यामुळे खराब रुंदीचे परिमाण होते. हे या वस्तुस्थितीमुळे होते की ट्रान्सव्हर्स वॉरपेजच्या स्थितीत कट केलेल्या उत्पादनाचे मोजमाप कटरच्या सेटिंग मूल्यापेक्षा मोठे आहे.
3. स्लिटिंग मशीन उपकरणाच्या उत्पादन ऑपरेशनमुळे, स्पेसर सेट आणि चाकूमध्ये एक विशिष्ट जुळणी त्रुटी आहे. जेव्हा चाकू जुळतो तेव्हा तुकड्यांची संख्या मोठी असते तेव्हा संचयी त्रुटी मोठी होते. हे वरच्या सहनशीलतेच्या खराब सेटिंगमुळे आहे. हे जाणून घेणे महत्त्वाचे आहे की स्लिटिंग मशीनद्वारे कापलेल्या उत्पादनाची रुंदी नेहमी चाकूच्या उत्पादनाच्या बाजूच्या परिमाणांपेक्षा किंचित कमी असते.
त्यामुळे ही तफावत किती असेल याचा अंदाज आधीच घेणे आवश्यक आहे. चाकू टाइम स्पेसरच्या उत्पादनाच्या बाजूचे परिमाण निर्धारित करताना याचा संदर्भ दिला जातो. वापरलेली कातरण्याची पद्धत देखील विचारात घेतली जाते. त्या तुलनेत, स्लिटिंग मशीन उपकरणे सरळ पुल प्रकार कातरणे स्वीकारल्यास, स्टील कॉइलचा ताण वाढतो, ट्रान्सव्हर्स वॉरपेज अदृश्य होईल आणि आकार देखील फरक कमी होईल.