दलांबीच्या रेषेपर्यंत कट कराकॉइल क्रॉस-सेक्शनपासून शीटपर्यंत वेगवेगळ्या कच्च्या मालाच्या आणि जाडीच्या धातूच्या शीट कापण्यासाठी, पत्रके सरळ करण्यासाठी आणि त्यांना विशिष्ट लांबीपर्यंत कापण्यासाठी विशेषतः डिझाइन केलेले आहे. मूलभूत प्रक्रियेमध्ये अनवाइंडिंग, स्ट्रेटनिंग, क्रॉस-कटिंग आणि स्टॅकिंग इत्यादींचा समावेश होतो. ती पूर्णपणे स्वयंचलित कट-टू-लांबीची उत्पादन प्रक्रिया ओळखते आणि शीट उत्पादने तयार करते जी ग्राहकांच्या आयामी आवश्यकता पूर्ण करते आणि वापरासाठी दुय्यम प्रक्रियेत ठेवली जाते, जी मोठ्या प्रमाणावर आहे. ऑटोमोटिव्ह उत्पादन, मशीन बिल्डिंग आणि मेटल प्रोसेसिंग उद्योगांमध्ये वापरले जाते.

मूळ सामग्रीच्या वेगवेगळ्या जाडी आणि भिन्न कच्च्या मालासाठी, आणि नंतर लांबीच्या कातरणे लाइन उत्पादन प्रक्रियेसाठी कट करा, कातरण्याची प्रगती आणि वेग याची खात्री कशी करावी?
चे तत्व काय आहेलांबीचे मशीन कट कराकातरणे?
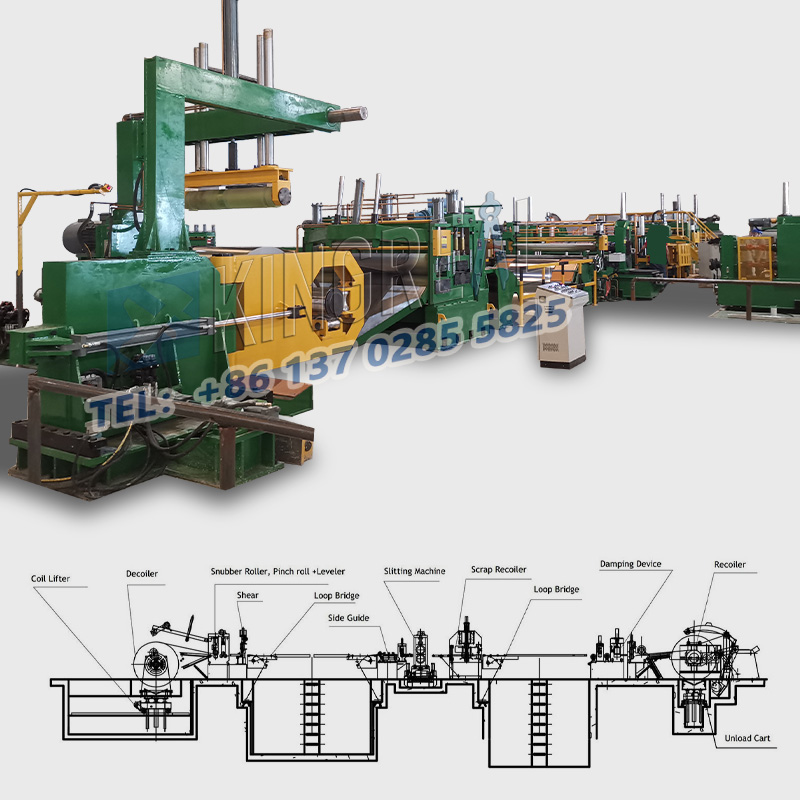
सर्व प्रथम, आपण कातरणे मशीनमध्ये प्रवेश करण्यापूर्वी मेटल कॉइलच्या प्रक्रियेची व्याप्ती समजून घेणे आवश्यक आहे:
1. मटेरियल फीडिंग: शीट मेटल शीअरमध्ये फीडिंग यंत्राद्वारे (उदा. रोलर्स, कन्व्हेयर बेल्ट इ.) दिले जाते. फीड उपकरण हे सुनिश्चित करते की शीट सुरळीतपणे आणि सतत कातरणे क्षेत्रामध्ये दिले जाते.
2. पोझिशनिंग आणि क्लॅम्पिंग: कातरणे अचूकतेची खात्री करण्यासाठी, शीट मेटल कातरण्यापूर्वी अचूकपणे स्थितीत असणे आवश्यक आहे. प्लेटची स्थिती निश्चित करण्यासाठी पोझिशनिंग उपकरणे (जसे की पोझिशनिंग पिन, फोटोइलेक्ट्रिक सेन्सर इ.), कातरणे प्रक्रियेदरम्यान प्लेटला हलवण्यापासून रोखण्यासाठी क्लॅम्पिंग उपकरणे (जसे की हायड्रॉलिक फिक्स्चर).
1. प्रिसिजन लेव्हलिंग: मेटल प्लेट्स किंवा पट्ट्या सरळ करण्यासाठी विशेष उपकरण, मुख्यतः वाकणे, तरंग आणि सामग्रीचे उत्पादन आणि प्रक्रिया दरम्यान निर्माण होणारे इतर असमान दोष दूर करण्यासाठी वापरले जाते, त्यामुळे सामग्रीचा सपाटपणा आणि गुणवत्ता सुधारते. वर आणि खाली व्यवस्था केलेल्या लेव्हलिंग रोलर्सचे अनेक संच सहसा आत सेट केले जातात. वरच्या आणि खालच्या रोलर्समधील सामग्रीला वारंवार वाकवण्यासाठी हे रोलर्स यांत्रिक किंवा हायड्रॉलिक पद्धतीने चालवले जातात.

कातरणे होस्ट उपकरणे तत्त्व:
कातरणे मशीनचा मुख्य भाग म्हणजे कातरणे ब्लेड, ज्यामध्ये सामान्यतः वरच्या ब्लेड आणि खालच्या ब्लेडचा समावेश होतो. ब्लेडची सामग्री सामान्यतः उच्च-शक्तीचे मिश्र धातुचे स्टील असते, विशेष उष्णता उपचार प्रक्रियेनंतर त्याची कडकपणा आणि पोशाख प्रतिरोधकता सुनिश्चित होते.
स्लायडरची हालचाल: कातरणे सहसा यांत्रिक किंवा हायड्रॉलिक पद्धतीने वरच्या ब्लेडला उभ्या किंवा कर्णरेषेने खालच्या बाजूने हलवल्या जातात आणि खालच्या ब्लेडला कातरणे बल तयार केले जाते.
शियर फोर्स ॲक्शन: जेव्हा वरचा ब्लेड दाबला जातो, तेव्हा शीट वरच्या आणि खालच्या ब्लेडमध्ये शिअर फोर्स ॲक्शनच्या अधीन असते. जेव्हा कातरण शक्ती सामग्रीच्या कातरणे शक्तीपेक्षा जास्त असते, तेव्हा कातरणे पूर्ण करून प्लेट शिअर लाइनच्या बाजूने तुटते.
वेस्ट मटेरियल डिस्चार्ज: कातरणे पूर्ण झाल्यानंतर, कातरलेली शीट आणि कचरा सामग्री कन्व्हेयर किंवा वेस्ट च्यूटद्वारे सोडली जाते.
दरम्यान, आधुनिक कातरणे सहसा संगणक संख्यात्मक नियंत्रण (CNC) प्रणालीसह सुसज्ज असतात. नियंत्रण प्रणाली उच्च प्रमाणात ऑटोमेशनसह कातरणे पॅरामीटर्स (उदा. कातरणे लांबी, प्रमाण इ.) सेट करण्यासाठी प्रोग्राम केलेली आहे, ज्यामुळे उत्पादकता आणि कातरणे अचूकता सुधारू शकते.