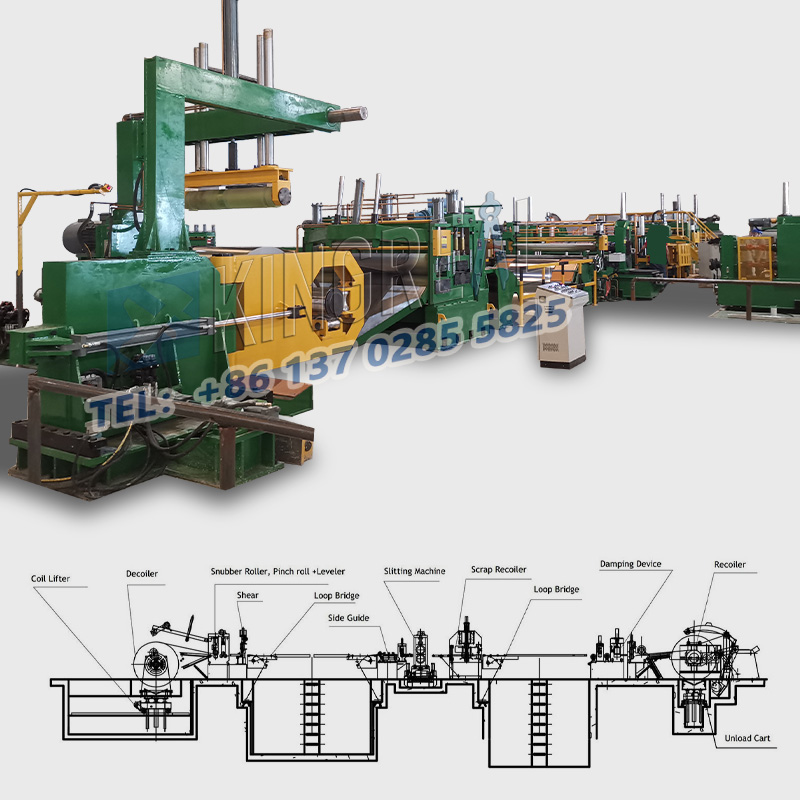
दहाय स्पीड स्लिटिंग लाइन, 230m/min च्या कमाल ऑपरेटिंग गतीसह, मेटल कॉइलचे अनकॉइलिंग, स्लिटिंग आणि रिकॉलिंग यासारख्या प्रमुख प्रक्रिया कार्यक्षमतेने पूर्ण करतात, ज्यामुळे उत्पादन कार्यक्षमता आणि प्रक्रियेची अचूकता लक्षणीयरीत्या वाढते. तथापि, दीर्घकालीन हाय-लोड आणि हाय-स्पीड ऑपरेशन दरम्यान, हाय-स्पीड स्लिटिंग मशीन अयोग्य ऑपरेशन, घटक परिधान आणि अपुरी देखभाल यासारख्या कारणांमुळे विविध दोषांना बळी पडते. हे दोष केवळ उत्पादन प्रगतीवर परिणाम करत नाहीत तर प्रक्रियेची गुणवत्ता कमी करू शकतात आणि हाय स्पीड स्लिटिंग लाइनचे सेवा आयुष्य देखील कमी करू शकतात. हाय स्पीड स्लिटिंग मशीन्सच्या ऑपरेशनल समस्यांचे निराकरण करण्यासाठी आणि सुरळीत उत्पादन सुनिश्चित करण्यासाठी संबंधित ऑपरेटरना सहाय्य करण्यासाठी, हा लेख हाय स्पीड स्लिटिंग लाइन्सच्या ऑपरेशन दरम्यान सामान्य दोष, त्यांची कारणे आणि संबंधित उपायांचा तपशील देईल, तसेच त्यांचे सेवा आयुष्य वाढवण्यासाठी व्यावहारिक टिपा सामायिक करेल.
1.अयोग्य स्लिटिंग परिमाणे
चुकीचे स्लिटिंग परिमाण ही सर्वात सामान्य समस्यांपैकी एक आहेहाय स्पीड स्लिटिंग मशीन, विशेषतः हाय-स्पीड ऑपरेशन दरम्यान. एकदा ही समस्या उद्भवली की, यामुळे निकृष्ट उत्पादनांची तुकडी होऊ शकते, ज्यामुळे सामग्रीचा अपव्यय आणि उत्पादनास विलंब होतो.
कारणे:
(1) अस्थिर तणाव नियंत्रण. हाय स्पीड स्लिटिंग लाइनच्या स्लिटिंग प्रक्रियेदरम्यान, अनवाइंडिंग, स्लिटिंग आणि रिवाइंडिंग टप्प्यांमधील अयोग्य तणाव समन्वयामुळे सामग्रीचे स्ट्रेचिंग किंवा आकुंचन होऊ शकते, ज्यामुळे स्लिटिंगच्या परिमाणांवर परिणाम होतो.
(2) गंभीर साधन पोशाख. हाय स्पीड स्लिटिंग मशीनचे ब्लेड सतत हाय-स्पीड कटिंग अवस्थेत असतात, ज्यामुळे एज वेअर, ब्लंटिंग किंवा अगदी नॉचेस होऊ शकतात. यामुळे सामग्रीचे काटेकोरपणे कट करणे अशक्य होते, परिणामी मितीय विचलन होते.
(3) असामान्य विचलन सुधारणा प्रणाली. सामग्रीची अचूक वाहतूक सुनिश्चित करण्यासाठी विचलन सुधारणा यंत्र महत्त्वपूर्ण आहे. विचलन सेन्सर खराब झाल्यास किंवा योग्यरित्या कॅलिब्रेट केलेले नसल्यास, यामुळे सामग्री वाहतूक विचलन होऊ शकते, ज्यामुळे स्लिटिंगमध्ये आयामी विचलन होऊ शकते.
उपाय:
(१) टेंशन पॅरामीटर्स भौतिक गुणधर्मांनुसार सेट केले आहेत याची पुष्टी करण्यासाठी हाय स्पीड स्लिटिंग मशीनच्या टेंशन कंट्रोलरची तपासणी करा. अनवाइंडिंग आणि रिवाइंडिंग दरम्यान तणाव समायोजित करा जेणेकरून सामग्रीचे ताणणे किंवा सैल होणे टाळून, तीन टप्प्यांमधील तणावाचे सहज संक्रमण सुनिश्चित करा.
(२) ब्लेडची स्थिती नियमितपणे तपासा. जर कोणतेही पोशाख, ब्लंटिंग किंवा नॉचेस आढळले, तर ते वैशिष्ट्य पूर्ण करणाऱ्या ब्लेडने बदला. बदलीनंतर, अचूक केंद्रीकरण सुनिश्चित करण्यासाठी ब्लेड तंतोतंत समायोजित करा.
(३) विचलन सुधारणा यंत्र कॅलिब्रेट करा, विचलन सेन्सरची संवेदनशीलता तपासा, सेन्सरच्या पृष्ठभागावरील धूळ आणि डाग साफ करा आणि संदेशवहन प्रक्रियेदरम्यान सामग्री विचलित होणार नाही याची खात्री करण्यासाठी आणि स्लिटिंग परिमाणांच्या अचूकतेची हमी देण्यासाठी विचलन सुधारणा पॅरामीटर्स पुन्हा कॅलिब्रेट करा.
2. सामग्रीचे विचलन आणि सुरकुत्या
हाय स्पीड स्लिटिंग लाइन्सच्या ऑपरेशन दरम्यान, सामग्रीचे विचलन आणि सुरकुत्या या देखील सामान्य समस्या आहेत, विशेषत: पातळ धातूच्या कॉइलसाठी, जिथे ही समस्या अधिक प्रमुख आहे. हे केवळ स्लिटिंग अचूकतेवरच परिणाम करत नाही तर सामग्रीचे नुकसान देखील करू शकते, त्यानंतरच्या प्रक्रियेवर परिणाम करू शकते.
कारणे:
(1) असंतुलित मार्गदर्शक रोलर्स. हाय स्पीड स्लिटिंग मशीनमधील मार्गदर्शक रोलर्स सामग्रीला आधार देण्यासाठी आणि पोहोचवण्यासाठी महत्त्वपूर्ण आहेत. जर गाईड रोलर्स लेव्हल इन्स्टॉल केलेले नसतील, पृष्ठभागावर पोशाख असेल किंवा परदेशी वस्तू जोडल्या गेल्या असतील, तर ते वाहतूक दरम्यान सामग्रीवर असमान बल निर्माण करेल, परिणामी विचलन आणि सुरकुत्या पडतील.
(२) हवेचा अपुरा दाब. हाय स्पीड स्लिटिंग मशीनचे काही क्रियाशील घटक हवेच्या दाबाने चालवले जातात. हवेच्या दाब प्रणालीमध्ये गळती असल्यास किंवा दाब अपुरा असल्यास, यामुळे संबंधित घटक खराबपणे कार्य करतील आणि सामग्री वाहतूक स्थिरपणे नियंत्रित करण्यात अयशस्वी होतील.
(3) असमान भौतिक ताण. चुकीच्या स्लिटिंग आयामांमुळे तणावाच्या समस्येप्रमाणेच, अनवाइंडिंग आणि रिवाइंडिंग दरम्यान तणावात जास्त चढ-उतार झाल्यामुळे वाहतूक दरम्यान सामग्रीचे असमान ताणणे होऊ शकते, परिणामी सुरकुत्या आणि विचलन होऊ शकते.
उपाय:
(1) मार्गदर्शक रोलर्सची पातळी समायोजित करा. हाय स्पीड स्लिटिंग लाइन थांबल्यानंतर, हाय स्पीड स्लिटिंग मशीनच्या सर्व मार्गदर्शक रोलर्सची तपासणी करा, मार्गदर्शक रोलर्सच्या पृष्ठभागावरील परदेशी वस्तू आणि डाग स्वच्छ करा. मार्गदर्शक रोलर्सच्या पृष्ठभागावर पोशाख असल्यास, ते वेळेत दुरुस्त करा किंवा बदला. सर्व मार्गदर्शक रोलर्स समान स्तरावर आहेत आणि वाहतुकीदरम्यान सामग्री समान रीतीने ताणलेली आहे याची खात्री करण्यासाठी मार्गदर्शक रोलर्सच्या स्थापनेचा कोन समायोजित करा.
(2) वायवीय प्रणाली तपासा. वायवीय पाइपलाइनमध्ये काही गळती आहे की नाही याची तपासणी करा, हाय स्पीड स्लिटिंग मशीनद्वारे निर्दिष्ट केलेल्या मानकानुसार हवेचा दाब पुन्हा भरून घ्या आणि वायवीय प्रणालीचे स्थिर ऑपरेशन सुनिश्चित करण्यासाठी वायवीय वाल्व, सिलेंडर आणि इतर घटक नियमितपणे स्वच्छ आणि देखरेख करा.
(३) अनवाइंड आणि रिवाइंडचा ताण ऑप्टिमाइझ करा. सामग्रीची जाडी, कडकपणा आणि इतर वैशिष्ट्यांनुसार, हाय स्पीड स्लिटिंग मशीनचे टेंशन पॅरामीटर्स रीडजस्ट करा, स्थिर टेंशन कंट्रोल मोडचा अवलंब करा आणि सामग्रीचे विचलन आणि मुळापासून सुरकुत्या कमी करण्यासाठी जास्त ताण चढ-उतार टाळा.
3. हाय स्पीड स्लिटिंग लाइनचे असामान्य कंपन किंवा आवाज
जेव्हा हाय स्पीड स्लिटिंग मशीन हाय स्पीडवर चालत असते आणि असामान्य कंपन किंवा कर्कश आवाज अनुभवते, तेव्हा ते सूचित करते की हाय स्पीड स्लिटिंग लाइन घटकांसह झीज आणि झीज किंवा इंस्टॉलेशन समस्या आहेत. त्वरीत संबोधित न केल्यास, ते घटक पोशाख गतिमान करेल आणि उच्च गती स्लिटिंग मशीन निकामी आणि बंद होऊ शकते.
कारणे:
(1) बेअरिंग पोशाख. हाय स्पीड स्लिटिंग मशीनचे ट्रान्समिशन पार्ट्स आणि गाईड रोलर्स सर्व बेअरिंग्सने सुसज्ज आहेत. दीर्घकालीन हाय-स्पीड ऑपरेशनमुळे अपुरे स्नेहन आणि बियरिंग्जचे तीव्र परिधान होऊ शकते, ज्यामुळे रोटेशन दरम्यान कंपन आणि आवाज होऊ शकतो.
(2) सैल ड्राइव्ह बेल्ट. हायस्पीड स्लिटिंग मशीनमध्ये पॉवर ट्रान्समिशनसाठी ड्राइव्ह बेल्ट हा एक महत्त्वाचा घटक आहे. दीर्घकाळापर्यंत वापर केल्याने, ते वाढू शकते आणि वाढू शकते, परिणामी ड्राइव्ह बेल्ट सैल होऊ शकतो. ऑपरेशन दरम्यान, ते पुलीला घासते, आवाज निर्माण करते आणि पॉवर ट्रान्समिशनवर परिणाम करते, ज्यामुळे हाय स्पीड स्लिटिंग लाइन कंपन होते.
(3) सैल यांत्रिक घटक. हाय स्पीड स्लिटिंग मशीनच्या दीर्घकालीन हाय-लोड ऑपरेशन दरम्यान, स्क्रू, बोल्ट आणि इतर कनेक्टिंग भाग सैल होऊ शकतात, ज्यामुळे घटकांमधील कनेक्शन खराब होऊ शकते आणि ऑपरेशन दरम्यान कंपन आणि असामान्य आवाज होऊ शकतो.
उपाय:
(1) हाय स्पीड स्लिटिंग मशीनच्या सर्व बीयरिंगची तपासणी करा. कोणतेही बेअरिंग गळलेले, अडकलेले किंवा असामान्य आवाज करत असल्याचे आढळल्यास, वेळेत वंगण घालण्यासाठी विशेष ग्रीस घाला. जर पोशाख गंभीर असेल तर, हाय स्पीड स्लिटिंग लाइनच्या एकूण ऑपरेशनवर परिणाम होण्यापासून बेअरिंगचे नुकसान टाळण्यासाठी बेअरिंग त्वरित बदला. (2) ड्राइव्ह बेल्टची घट्टपणा समायोजित करा. हाय स्पीड स्लिटिंग मशीन थांबल्यानंतर, ड्राइव्ह बेल्टचा ताण तपासा. ड्राइव्ह बेल्ट सैल असल्यास, टेंशनिंग डिव्हाइस समायोजित करा. जर ड्राइव्ह बेल्ट जुना झाला असेल किंवा गंभीरपणे घातला असेल, तर ड्राईव्ह बेल्ट पुलीशी घट्ट बसतो आणि पॉवर ट्रान्समिशन सुरळीत आहे याची खात्री करण्यासाठी तो वेळेत बदला.
(३) स्क्रू, बोल्ट आणि इतर कनेक्टिंग भागांची सर्वसमावेशक तपासणी कराहाय स्पीड स्लिटिंग लाइन. कोणतेही सैल भाग घट्ट करा, विशेषत: ट्रान्समिशन आणि मार्गदर्शक रोलर फिक्सिंग पोझिशनच्या कनेक्टिंग भागांवर लक्ष केंद्रित करून, सर्व भाग घट्ट जोडलेले आहेत याची खात्री करण्यासाठी आणि ऑपरेशन दरम्यान कंपन आणि आवाज कमी करा.
(१) ब्लेडची देखभाल
-दररोज तपासणी: हायस्पीड स्लिटिंग मशीन सुरू करण्यापूर्वी, ब्लेडमध्ये काही निक्स, गंज किंवा सामग्रीचे अवशेष आहेत का ते तपासा. वेळेत घाण साफ करा, स्पेशल क्लिनरने डाग काढून टाका आणि कोरडे झाल्यानंतर वंगणविरोधी अँटी-रस्ट एजंट लावा.
- वेळेवर बदलणे: ब्लेड स्थितीचा एक लॉग ठेवा. ब्लेडच्या एकूण कार्यक्षमतेवर परिणाम होऊ नये म्हणून वेळोवेळी गंभीरपणे जीर्ण झालेले किंवा चिरलेले किंवा तडे गेलेले ब्लेड बदला.हाय स्पीड स्लिटिंग लाइनब्लेडच्या नुकसानीमुळे.
(२) स्नेहन व्यवस्थापन
-मुख्य भागांचे स्नेहन: बेअरिंग्ज, गिअर्स, हायड्रॉलिक सिलिंडर, चेन आणि बेल्ट यांसारखे हलणारे भाग नियमित अंतराने वंगण घालणे. बियरिंग्स/गिअर्सना दररोज कमी स्निग्धता असलेल्या सिंथेटिक ग्रीसने वंगण घालावे, दर 1000 तासांनी उच्च-तापमान प्रतिरोधक हायड्रॉलिक तेलासह हायड्रॉलिक सिलिंडर आणि दर महिन्याला लिथियम-आधारित ग्रीससह चेन/बेल्ट लावावेत.
-स्नेहन करण्यापूर्वी स्वच्छ करा: धूळ शोषून घेणारे आणि स्नेहन प्रभावावर परिणाम करणारे जास्त वंगण टाळण्यासाठी वंगण करण्यापूर्वी जुने तेलाचे डाग स्वच्छ करा.
(3) ताण आणि कॅलिब्रेशन
-ताण नियंत्रण: भौतिक गुणधर्मांनुसार तणाव मापदंड समायोजित करा. उदाहरणार्थ, चित्रपटांसाठी ताण तुलनेने कमी असावा, तर मेटल फॉइलसाठी, तो थोडा जास्त असू शकतो. रिवाइंडिंग दरम्यान, आतील थर कॉम्प्रेशन टाळण्यासाठी टेपर्ड टेंशन वापरा.
-नियमित कॅलिब्रेशन: प्रत्येक 3 ते 6 महिन्यांनी ब्लेड सेंटरिंग आणि सेन्सर कॅलिब्रेट करा. उच्च वापराच्या वारंवारतेसह हाय स्पीड स्लिटिंग लाइनसाठी, कटिंग अचूकता आणि हाय स्पीड स्लिटिंग मशीनचे स्थिर ऑपरेशन सुनिश्चित करण्यासाठी कॅलिब्रेशन सायकल लहान करा.
(4) पारेषण प्रणालीची देखभाल
-बेल्ट/चेन तपासा: खूप घट्ट असल्यामुळे घसरणे किंवा जास्त पोशाख टाळण्यासाठी पट्टे/साखळ्यांच्या ताणाची साप्ताहिक तपासणी करा. गंभीरपणे परिधान केलेल्या बेल्ट/चेनसाठी वेळेवर सुधारणा करा किंवा बदला.
-बेअरिंग तपासा: दर तीन दिवसांनी ट्रान्समिशन पार्ट्समधील बियरिंग्जच्या पोशाख स्थितीचे परीक्षण करा. कोणताही असामान्य आवाज ऐका आणि जास्त गरम झाल्याची भावना करा. खराब झालेले बीयरिंग त्वरित बदला.
(5) विद्युत प्रणालीची देखभाल
-उष्णतेचा अपव्यय साफ करा: धूळ साचू नये यासाठी आणि फ्रिक्वेन्सी कन्व्हर्टर आणि सर्वो ड्रायव्हरसाठी चांगले वेंटिलेशन सुनिश्चित करण्यासाठी दर महिन्याला इलेक्ट्रिकल बॉक्सचे उष्णता पसरवण्याची छिद्रे आणि पंखे स्वच्छ करा.
- वायरिंग तपासा: हाय स्पीड स्लिटिंग लाइन ऑपरेशनवर परिणाम करणारे इलेक्ट्रिकल फॉल्ट टाळण्यासाठी वायरिंग टर्मिनल्स घट्ट करा आणि केबल एजिंग तपासा.
प्रमाणित देखभाल द्वारे, च्या अपयश दरहाय स्पीड स्लिटिंग मशीन40% पेक्षा जास्त कमी केले जाऊ शकते, त्याचे सेवा आयुष्य लक्षणीय वाढवते!