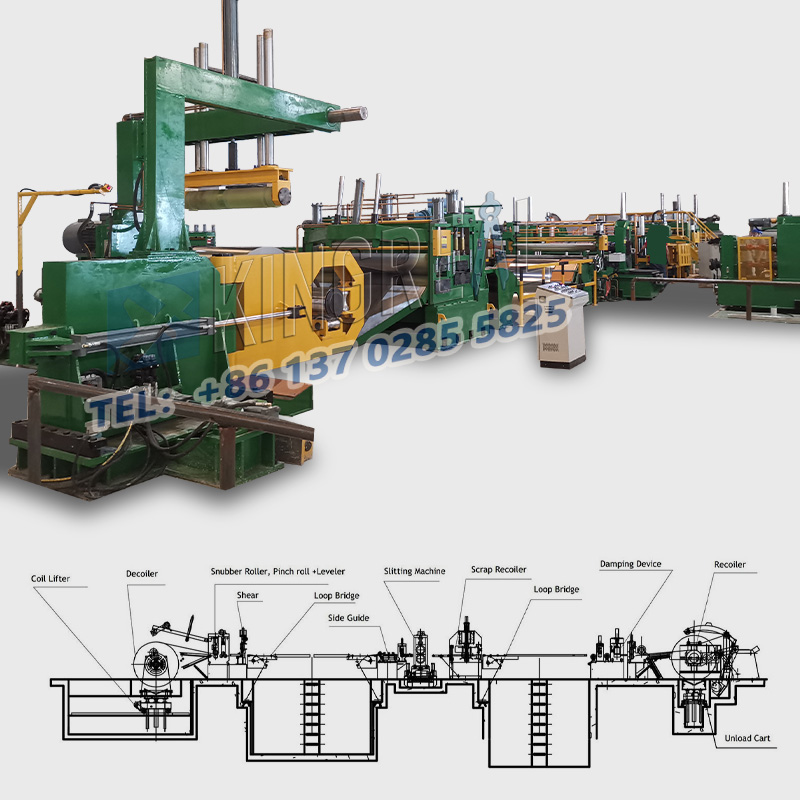
मेटल स्लिटिंग मशीनमेटल प्रोसेसिंग इंडस्ट्रीमध्ये मोठ्या प्रमाणावर वापरले जातात, प्रामुख्याने मेटल मटेरियलचे मोठे रोल अनेक अरुंद पट्ट्यांमध्ये कापण्यासाठी. तथापि, वास्तविक कार्यादरम्यान, धातूच्या स्लिटिंग लाईन्समध्ये विविध विकृतींचा अनुभव येऊ शकतो, ज्यामुळे प्रक्रिया कार्यक्षमता किंवा सामग्रीचा कचरा कमी होतो. KINGREAL STEEL SLITTER चा हा लेख मेटल स्लिटिंग मशीनसह अनेक सामान्य ऑपरेशनल समस्यांचे निराकरण करेल आणि वापरकर्त्यांना त्यांच्या मेटल स्लिटिंग लाइनचा अधिक चांगल्या प्रकारे वापर करण्यात मदत करण्यासाठी संबंधित उपाय प्रदान करेल.
1.1 कॉइल संकुचित
स्लिटिंग केल्यानंतर, जेव्हा स्टीलची कॉइल रीलमधून काढली जाते, तेव्हा ती अनेकदा कोसळते आणि अंडाकृती बनते. या घटनेचे मुख्य कारण म्हणजे वळण प्रक्रियेदरम्यान अपुरा ताण, किंवा स्टीलच्या पट्टीच्या पृष्ठभागावर गंज-प्रतिबंधक तेलाची उपस्थिती, थरांमधील पुरेशी घर्षण प्रतिबंधित करते. या समस्येचे निराकरण करण्यासाठी, खालील उपाय केले जाऊ शकतात:
1.1.1 कॉइलचे विकृतीकरण टाळण्यासाठी वळण प्रक्रियेदरम्यान पुरेसा ताण लागू केला आहे याची खात्री करा.
1.1.2 स्टीलच्या पट्टीच्या पृष्ठभागाची नियमितपणे तपासणी करा जेणेकरून ते स्वच्छ आणि तेलमुक्त आहे, त्यामुळे थरांमध्ये चांगले घर्षण सुनिश्चित होईल.
1.2 असमान स्टील कॉइल कडा
असमान स्टील कॉइलच्या कडा मुख्यतः खालील घटकांमुळे होतात:
1.2.1 खराब ताण: वळणाच्या सुरुवातीला कमकुवत ताण आणि वळणाच्या शेवटी तीव्र ताण असमान वळणावर नेतो. हे टाळण्यासाठी, वळणाच्या सुरूवातीस ताण वाढवला पाहिजे आणि शेवटी कमी केला पाहिजे.
1.2.2 असमान ताण वितरण: जर स्टीलची पट्टी अग्रस्थानी सरळ कापली गेली नाही किंवा कटिंग करताना स्टीलच्या पट्टीच्या पुढच्या काठावर क्लॅम्प्स चावले, तर ते असमान ताण वितरणास कारणीभूत ठरेल. ऑपरेशन करण्यापूर्वी, समान तणाव सुनिश्चित करण्यासाठी स्लिटिंग पट्टी रीलच्या पृष्ठभागावर घट्ट जोडलेली असल्याची पुष्टी करा.
1.2.3 लूप पिटमध्ये दोलन: जर लूप पिटमध्ये स्टीलची पट्टी एका बाजूने दुसऱ्या बाजूला फिरत असेल आणि लहान मार्गदर्शक रोलर्स योग्यरित्या निश्चित केले नसतील, तर यामुळे टेंशन प्लेट अँगलमध्ये बदल होऊ शकतात, परिणामी वळण असमान होऊ शकते. दोलन कमी करण्यासाठी, स्टीलच्या पट्टीच्या पृष्ठभागाशी संपर्क साधण्यासाठी लूप पिट नंतर कार्पेट किंवा वाटले वापरले जाऊ शकते आणि लहान मार्गदर्शक रोलर्स निश्चित केले पाहिजेत.
1.2.4 बुरची निर्मिती: अरुंद स्टीलच्या पट्ट्यांसाठी, कटिंग करताना दोन्ही बाजूंनी मोठे बुर किंवा विसंगत बुरमुळे असमान वळण होऊ शकते. लूप पिटमध्ये वरच्या दिशेला बुरांना तोंड देऊन स्टीलची पट्टी पलटवण्याची शिफारस केली जाते जेणेकरुन बुरांचे तोंड खालच्या दिशेने होईल, प्रभावीपणे ही समस्या टाळता येईल.
स्लिटिंग केल्यानंतर, स्टीलची पट्टी लॅटरल बेंडिंग सारखी विकृती दर्शवू शकते. कारणे खूप जटिल आहेत:
2.1 असमान कातरणे अंतर:
वर एमेटल स्लिटिंग मशीन, कटर शाफ्टच्या खांद्यावरील चुकीचे संदर्भ बिंदू, कटर शाफ्ट बेअरिंगचे अत्याधिक अक्षीय क्लीयरन्स किंवा स्पेसरमधील त्रुटी किंवा त्याची जाडी या सर्वांमुळे असमान कातरण अंतर होऊ शकते, परिणामी विकृतीकरण होते. मेटल स्लिटिंग लाइनची नियमितपणे तपासणी आणि कॅलिब्रेट केल्याने तिचे सामान्य ऑपरेशन ही परिस्थिती प्रभावीपणे रोखू शकते.
2.2 सामग्रीच्या जाडीतील फरक:
रुंद मटेरियलच्या मधल्या आणि काठाच्या भागांमधील जाडीतील फरक ही एक सामान्य समस्या आहे, विशेषत: रोल केलेल्या सामग्रीमध्ये. मेटल स्लिटिंग लाइन अचूकता आणि समायोजन तंत्रांमधील फरकांमुळे, विविध उत्पादकांकडून सामग्रीची जाडी भिन्नता देखील बदलते. प्रक्रिया करण्यापूर्वी जाडी चाचणी करण्याची आणि वास्तविक जाडीच्या फरकानुसार समायोजित करण्याची शिफारस केली जाते.
2.3 बेस मटेरियल बेंडिंग:
रोलिंग दरम्यान बेस मटेरियलमध्ये निर्माण होणाऱ्या अंतर्गत ताणाला संभाव्य अवशिष्ट ताण म्हणतात. अनुदैर्ध्य स्लिटिंगनंतर तणावाचा समतोल गमावल्याने स्टीलची पट्टी वाकणे होऊ शकते. म्हणून, उच्च-गुणवत्तेचा कच्चा माल निवडणे आणि रोलिंग प्रक्रियेस अनुकूल करणे हे महत्त्वाचे उपाय आहेत.
2.4 विसंगत बुर किंवा कडा:
जर कॉइलिंग दरम्यान प्लेटची जाडी मोठ्या बुरांसह जास्त असेल तर ते कॉइलचा मोठा व्यास घेऊन ट्रम्पेट-आकाराचा बेंड बनवेल. यावर उपाय म्हणून, योग्य जाडीचा कागद दुसऱ्या बाजूला घातला जाऊ शकतो किंवा कापण्याची प्रक्रिया अवलंबली जाऊ शकते.
2.5 पट्टीच्या लहरी कडा:
कॉइलिंग प्रक्रियेदरम्यान, बर्र्सच्या उपस्थितीमुळे स्टीलच्या पट्टीच्या काठावर जाडी वाढू शकते, परिणामी धार वाढू शकते. मेटल स्लिटिंग मशीनच्या ऑपरेशन दरम्यान, बाजूकडील दाब कमी करण्यासाठी क्षैतिज मंजुरी वाढवणे आवश्यक आहे. याव्यतिरिक्त, कापल्या जाणाऱ्या सामग्रीसाठी योग्य ब्लेड वापरणे आणि ब्लेडचा पोशाख कमी करणे देखील या समस्येचे निराकरण करण्यात मदत करते.
3.1 ब्लेडने पकडले
अरुंद स्टीलची पट्टी कापताना, जर बोटाच्या आकाराच्या प्रेशर प्लेटने दोन बाह्य ब्लेडमधील अंतर पूर्णपणे भरले नाही, तर स्टीलची पट्टी दोन बाह्य ब्लेड्सद्वारे पकडली जाऊ शकते, परिणामी क्रिझ होऊ शकते. ही समस्या टाळण्यासाठी एक प्रभावी रणनीती म्हणजे बाहेरील ब्लेडमधील अंतर एका सपाट दाबाच्या प्लेटने भरणे आणि घर्षण कमी करण्यासाठी ब्लेडवर केरोसीन नियमितपणे लावले जात असल्याची खात्री करणे.
3.2 विंडिंग ड्रम जॉजवर क्रिजिंग
मेटल स्लिटिंग मशीनवर, पहिल्या वाइंडिंग पास दरम्यान जर स्टीलची पट्टी वाइंडिंग ड्रममध्ये घट्ट बसत नसेल, तर नंतरच्या वळणाच्या वेळी क्रिझ येऊ शकतात. हे टाळण्यासाठी, वाइंडिंग ड्रमचे जबडे नियमितपणे तपासले पाहिजेत आणि वळणाच्या सुरूवातीस स्टीलची पट्टी ड्रमला सुरक्षितपणे आणि घट्टपणे जोडलेली आहे याची खात्री केली पाहिजे.
4.1 प्रेशर प्लेट्समुळे ब्लेडच्या खुणा
प्रेशर प्लेटची उंची मार्गदर्शक प्लेटशी विसंगत असल्यास, यामुळे स्टीलच्या पट्टीवर जास्त दबाव येऊ शकतो, परिणामी ब्लेडच्या खुणा होऊ शकतात. म्हणून, प्रेशर प्लेटची उंची नियमितपणे तपासली पाहिजे आणि ती मार्गदर्शक प्लेटच्या उंचीशी सुसंगत असल्याची खात्री करण्यासाठी समायोजित केली पाहिजे.
4.2 ब्लेड प्रेशर प्लेटचे कंपन
जेव्हा ब्लेड प्रेशर प्लेट वर आणि खाली कंपन करते, तेव्हा ते ब्लेडच्या खुणा देखील होऊ शकते. या ब्लेडच्या खुणा सामान्यत: अधूनमधून असतात आणि मुख्य कारणांमध्ये स्पिंडल वाकणे, ब्लेड आणि स्पिंडलमधील जास्त क्लिअरन्स आणि ब्लेडच्या दुसऱ्या बाजूला धातूचा ढिगारा सिंटरिंग यांचा समावेश होतो. स्पिंडलची स्थिती तपासणे आणि ब्लेड्स स्वच्छ ठेवल्याने ब्लेडच्या खुणा प्रभावीपणे कमी होऊ शकतात.
मेटल स्लिटिंग लाईन्सदैनंदिन वापरादरम्यान अपरिहार्यपणे विविध समस्यांना सामोरे जावे लागते, परंतु काळजीपूर्वक तपासणी आणि देखभाल करून अनेक समस्या टाळल्या जाऊ शकतात किंवा कमी केल्या जाऊ शकतात. मेटल स्लिटिंग मशीनसाठी सामान्य समस्या आणि त्यांचे निराकरण समजून घेणे आणि त्यावर प्रभुत्व मिळवणे वापरकर्त्यांना उत्पादन प्रक्रिया ऑप्टिमाइझ करण्यात आणि कार्य क्षमता सुधारण्यात मदत करू शकते. किंग्रियल स्टील स्लिटरला आशा आहे की वरील सूचना तुम्हाला तुमची मेटल स्लिटिंग लाइन वापरण्यासाठी मौल्यवान संदर्भ प्रदान करतील आणि तिचे सतत आणि कार्यक्षम कार्य सुनिश्चित करतील. तुम्हाला काही प्रश्न असल्यास, कृपया किंगरील स्टील स्लिटरशी संपर्क साधा!