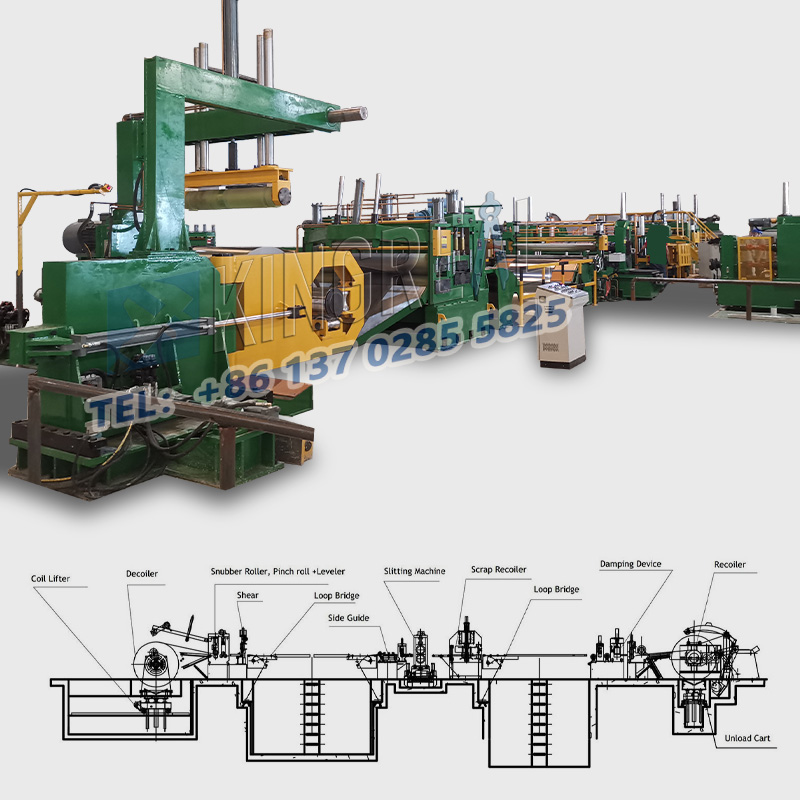
स्टील कॉइल स्लिटिंग लाईन्सउच्च सुस्पष्टता आणि कोणतेही burrs नसलेल्या अरुंद पट्ट्या तयार करण्यासाठी अनवाइंडिंग, स्लिटिंग आणि मटेरियलचे रुंद रोल रिवाइंड करणे यासारखी ऑपरेशन्स करा. तथापि, स्टील कॉइल स्लिटिंग मशीनच्या ऑपरेशन दरम्यान असामान्य वळणाचा आकार आणि शीट मेटल प्रोसेसिंग विकृती यासह काही असामान्य घटना घडू शकतात. KINGREAL STEEL SLITTER मधील हा लेख कार्यक्षम ऑपरेशन सुनिश्चित करण्यासाठी स्टील कॉइल स्लिटिंग लाईन्समधील सामान्य समस्यांचे निराकरण कसे करावे याचे तपशीलवार स्पष्टीकरण प्रदान करेल.
1. मऊ कॉइल
-घटना: ढिलेपणामुळे, स्टील कॉइल रिवाइंडिंग मशीनच्या शाफ्टमधून काढून टाकल्यानंतर अंडाकृती-आकाराची मऊ कॉइल विकसित करते.
-उकल: विंडिंगच्या सुरूवातीस पुरेसा ताण असल्याची खात्री करा, नंतर कॉइलचे प्रमाण वाढत असताना हळूहळू दाब कमी करा. योग्य ताण समायोजन प्रभावीपणे मऊ कॉइलची घटना रोखू शकते.
2. असमान वळण
-घटना: स्टील कॉइल चुकीच्या वळणामुळे दुर्बिणीचे स्वरूप दर्शवते.
- कारणे आणि उपाय:
A. अपुरा ताण: जर सुरुवातीचा ताण कमी असेल, तर फिनिशिंग करताना चुकीचे अलाइनमेंट्स उद्भवतील. विंडिंगपासून सुरुवात करून, तणाव वाढवण्याचा सल्ला दिला जातो; कॉइलचे प्रमाण वाढत असताना ते हळूहळू कमी करा.
B. असंतुलित ताण: खराब कटिंग अँगल किंवा मार्गदर्शक चुकीचे संरेखन प्रत्येक बाजूला अनियमित लांबी निर्माण करू शकते. रिवाइंडिंग मशीन योग्यरित्या संरेखित केले आहे याची खात्री करा जेणेकरून तणाव भिन्नतेची शक्यता कमी होईल; त्याची सेटिंग्ज तपासा.
C. खराब आतील क्लॅम्प प्रतिबद्धता स्थिती: विसंगत प्रतिबद्धतेमुळे तणावात बदल होतात; सुसंगतता सुनिश्चित करण्यासाठी विभाजक स्थिती पुन्हा समायोजित करणे आवश्यक आहे.
D. लूपमध्ये डावीकडे आणि उजवीकडे फिरणारी स्टीलची पट्टी: खाली दाबण्यासाठी वाटल्यासारखे मऊ साहित्य वापरल्याने स्विंगिंग प्रभावीपणे टाळता येते.
E. प्रॉडक्शन लाइन स्टॉपपेज: थांबल्यानंतर रीस्टार्ट करताना, स्थिर वळण दाब राखण्यासाठी तणाव पुनर्प्राप्तीकडे लक्ष दिले पाहिजे.
F. अयोग्य विभाजक रुंदी सेटिंग: विभाजक रुंदी योग्यरित्या सेट केली आहे याची खात्री करा, सामान्यतः तयार उत्पादनाची रुंदी आणि प्लेटची जाडी.
3. आतील व्यास आर्चिंग
-घटना: वळण प्रक्रियेदरम्यान, रिवाइंडिंग मशीनमधून काढून टाकल्यावर स्टीलची कॉइल अचानक आतील व्यासाची कमान दाखवते.
-कारण: हे सहसा जास्त वळणाच्या ताणाशी संबंधित असते, विशेषत: जाड प्लेट्सवर प्रक्रिया करताना.
-उपाय: दाब समायोजित करा आणि आतील व्यास कमान टाळण्यासाठी समान ताण सुनिश्चित करा.
1. सापासारखे वाकणे (सिकल बेंड)
-घटना: कातरण्यामुळे स्टीलची कॉइल रुंदीच्या दिशेने वाकते.
- कारणे आणि प्रतिबंधक उपाय:
A. कच्च्या मालाच्या समस्या: मूळ कॉइलमधील अवशिष्ट ताण कातरल्यानंतर सोडला जातो. सामग्री प्रक्रियेदरम्यान तणावमुक्त उपचार करण्याची शिफारस केली जाते.
B. बुर समस्या: बुरांमुळे काठाची असमान जाडी होते. burrs टाळण्यासाठी प्रक्रिया करताना तीक्ष्ण साधने ठेवा.
C. असमान ब्लेड गॅप: ठराविक भागांमध्ये जास्त मोठ्या किंवा लहान अंतरांमुळे होणारे स्ट्रेचिंग फरक टाळण्यासाठी एकसमान ब्लेड गॅपची खात्री करा.
D. रीकॉइलरचा एकल-बाजूचा ताण: एकसमान संपूर्ण ताण राखा, आणि सुसंगतता सुनिश्चित करण्यासाठी विभाजक आणि तणाव प्लेट्स समायोजित करा.
E. जास्त घट्ट बाजूचे मार्गदर्शक: जास्त घट्टपणा टाळण्यासाठी स्लिटिंग दरम्यान बाजूचे मार्गदर्शक योग्यरित्या समायोजित करा.
2. काठ लाटा
-इंद्रियगोचर: स्ट्रेचिंगमुळे स्टीलच्या पट्टीच्या कडा विकृत होतात.
- कारणे आणि प्रतिबंधक उपाय:
A. burrs मुळे होणाऱ्या काठाच्या लाटा: बुरचे निरीक्षण मजबूत करा आणि त्यांना ताबडतोब हाताळा.
B. मोजणाऱ्या रोलरकडून जास्त दाब: ओव्हरस्ट्रेचिंग टाळण्यासाठी रोलर प्रेशर पॅरामीटर्स समायोजित करा.
C. कटिंग टूल्सचे साइड वेअर: कटिंग क्वालिटीची हमी देण्यासाठी, कटिंग टूलची स्थिती तपासा.
D. बाजूच्या मार्गदर्शकांमधील उंचीचा फरक: सुसंगतता सुनिश्चित करण्यासाठी कटिंग टूल्सची उंची नियमितपणे तपासा.
E. रिकॉइलरच्या आधी डिफ्लेक्शन रोलरचा पोशाख: एकसमान तणाव सुनिश्चित करण्यासाठी नियमितपणे समोरच्या रोलरचे परिधान मोजा.
3. कंबर creases
-इंद्रियगोचर: स्टील प्लेटच्या रुंदीच्या दिशेने क्रीज दिसतात.
- कारणे आणि प्रतिबंधक उपाय:
A. स्लिटिंग चाकूमुळे निर्माण होणारी क्रीझ: कटिंग टूल्सद्वारे पकडले जाण्यापासून रोखण्यासाठी रबर रिंगचा आकार समायोजित करा.
B. कच्च्या मालाच्या आकाराच्या समस्या: तीन-रोल लेव्हलिंग मशीन वापरा आणि कटिंग चरणापूर्वी गुणवत्ता तपासणी करा.
C. ड्रमचा विस्तार आणि आकुंचन करताना समस्या: असमानता टाळण्यासाठी विस्तार आणि आकुंचन प्रक्रियेदरम्यान स्टील पट्टी आणि ड्रममध्ये चांगला संपर्क असल्याची खात्री करा.
4. वळण गुण
-घटना: रीकॉइलरच्या विस्तारणाऱ्या आणि आकुंचन पावणाऱ्या ड्रमच्या पृष्ठभागाची असमानता वळणाच्या गुणवत्तेवर परिणाम करते.
-प्रतिरोधी उपाय: विस्तारणाऱ्या आणि आकुंचन पावणाऱ्या ड्रमच्या पृष्ठभागाची नियमितपणे तपासणी करा आणि ते त्वरित समायोजित करा किंवा बदला.
5. सुरकुत्या
-घटना: स्टील प्लेटच्या पृष्ठभागावर सुरकुत्या दिसतात.
- कारणे आणि उपाय:
A. लाइनर पेपर समस्या: लाइनर पेपरची गुणवत्ता सुनिश्चित करा आणि ओव्हरलॅपिंग आणि सुरकुत्या टाळा.
B. रबर रिंग समस्या: रबर रिंग सैल नाहीत याची खात्री करण्यासाठी त्यांची स्थिती नियमितपणे तपासा.
C. अयोग्य ताण समायोजन: सुरकुत्या टाळण्यासाठी टेंशन प्लेटचे समायोजन मजबूत करा.
समस्यानिवारण करतानास्टील कॉइल स्लिटिंग लाइनखराबी, एक पद्धतशीर दृष्टीकोन अवलंबला पाहिजे. खालील चरणांचे सहसा अनुसरण केले जाऊ शकते:
-डेटा रेकॉर्डिंग: जेव्हा खराबी येते तेव्हा ऑपरेटिंग वातावरण, वेळ आणि सेट पॅरामीटर्स रेकॉर्ड करा.
- ऑन-साइट तपासणी: स्टील कॉइल स्लिटिंग मशीनच्या कार्य स्थितीचे निरीक्षण करण्यासाठी दृश्य तपासणी करा.
-ऑपरेटरशी संवाद साधा: खराबी येण्यापूर्वी ऑपरेटरला ऑपरेटिंग पायऱ्यांबद्दल विचारा.
-चरण-दर-चरण समस्यानिवारण: वरील दोष वर्गीकरणानुसार संभाव्य समस्या एक-एक करून तपासा.
-साधनांचा वापर: मोजमाप आणि समायोजनासाठी आवश्यक साधने आणि साधने वापरा.
किंग्रियल स्टील स्लिटरला आशा आहे की या लेखाद्वारे, आपण ऑपरेशनमधील विविध समस्यांना प्रभावीपणे सामोरे जाऊ शकता.स्टील कॉइल स्लिटिंग लाइनआणि स्थिर आणि सतत उत्पादन सुनिश्चित करा. नियमित देखभाल आणि व्यावसायिक प्रशिक्षण हे देखील गैरप्रकार टाळण्यासाठी महत्वाचे उपाय आहेत.