अरुंद पट्ट्यांच्या गुणवत्तेची हमी देणारा सर्वात महत्वाचा घटक म्हणजे अचूक स्लिटिंग. स्टेनलेस स्टील, स्टील, ॲल्युमिनियम मिश्र धातु, तांबे, पीपीजीआय, कोल्ड-रोल्ड किंवा हॉट-रोल्ड असो, स्लिटिंग दरम्यान घट्ट सहनशीलता ठेवणे हे उत्पादन गुणवत्ता, डाउनस्ट्रीम प्रक्रिया कार्यक्षमता आणि ग्राहक समाधानाशी त्वरित जोडलेले आहे. स्लिट रुंदी, काठातील दोष किंवा सामग्रीच्या वक्रतेतील बदलांमधील लहान फरकांसाठीही अरुंद पट्ट्या नाकारल्या जाऊ शकतात.
तर, आपण योग्यरित्या कसे ऑपरेट करू शकतास्टील स्ट्रिप स्लिटिंग लाइन-झोन कंट्रोल: आधुनिक स्टील स्ट्रिप स्लिटिंग लाइन्समध्ये अनवाइंडिंग, स्लिटिंग आणि रिवाइंडिंगसाठी स्वतंत्र टेंशन झोन असतात. लोड सेल आणि टेंशन रेग्युलेटर नियमितपणे कॅलिब्रेट केले जाणे आवश्यक आहे.

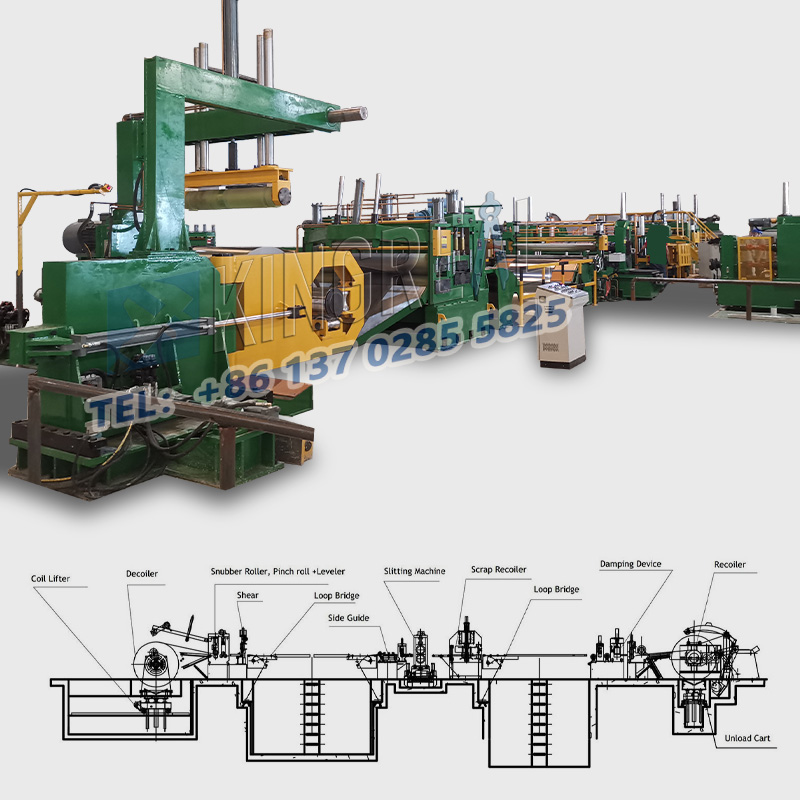
च्या प्रारंभिक सेटअपस्टील स्ट्रिप स्लिटिंग मशीनslitting tolerances साध्य करण्यासाठी मूलभूत आहे. स्टार्टअप करण्यापूर्वी पाच मुख्य पैलूंकडे लक्ष देणे आवश्यक आहे:
-स्टील स्ट्रीप स्लिटिंग लाइन अलाइनमेंट: मटेरियल चालवण्यापूर्वी, मँडरेलचे संरेखन (अचूक कोर ऑपरेशन सुनिश्चित करण्यासाठी), स्लिटिंग अक्ष (अनवाइंड/रिवाइंड अक्षाच्या समांतर), आणि स्टील स्ट्रिप स्लिटिंग मशीन बेस तपासा. लेझर संरेखन साधने चुकीच्या अलाइनमेंटमुळे होणारी त्रुटी टाळण्यासाठी घटकांची अचूक स्थिती सुनिश्चित करण्यासाठी वापरली जातात.
-चुंबकीय कोर निवड आणि स्थापना: स्टील स्ट्रिप स्लिटिंग मशीन शाफ्टशी जुळणारा आतील व्यास असलेला गोलाकार, सरळ चुंबकीय कोर निवडा. घसरणे किंवा विकृती टाळण्यासाठी ते सुरक्षितपणे स्थापित केले असल्याचे सुनिश्चित करा. कोर एकाग्रतेच्या चुका स्लिटिंग ऍपर्चरपर्यंत जाऊ शकतात, त्यामुळे काठाच्या गुणवत्तेशी आणि रुंदीच्या अचूकतेशी तडजोड होते.
- टूल पोझिशनिंग: कॅलिब्रेशन मीटर किंवा स्टील स्ट्रिप स्लिटिंग लाइनसाठी सत्यापित डिजिटल रीडआउट वापरून ऑर्डर वैशिष्ट्यांनुसार स्लिटिंग रुंदी निर्धारित करण्यासाठी टूलची स्थिती अचूकपणे समायोजित करा. शिफ्टिंग आणि विचलन टाळण्यासाठी साधन लॉक केलेले आहे याची खात्री करण्यासाठी स्टार्टअपपूर्वी तपासा.
-रोल मार्गदर्शक: स्लिटिंग क्षेत्रामध्ये प्रवेश करण्यापूर्वी रोल मध्यभागी करण्यासाठी प्रारंभिक मार्गदर्शक स्थिती समायोजित करा, असमान ताण आणि कटिंग विचलन टाळण्यासाठी, आयामी स्थिरता सुनिश्चित करा.
-प्रोग्राम पडताळणी: स्टील स्ट्रिप स्लिटिंग मशीन प्रोग्राम करण्यायोग्य असल्यास, योग्य प्रोग्राम लोड केला आहे याची पुष्टी करा आणि सहनशीलतेवर परिणाम करू शकणाऱ्या पॅरामीटर त्रुटी टाळण्यासाठी टेंशन वक्र आणि स्लिटिंग स्पीड सारखे पॅरामीटर ऑपरेटिंग आवश्यकता पूर्ण करतात.
 |
 |
स्थिर ताण सहनशीलता कमी करण्यासाठी महत्वाची आहे आणि चार प्रमुख क्षेत्रांमध्ये व्यवस्थापन आवश्यक आहे:
- तणावाची सुसंगतता: संपूर्ण तणाव एकसमान ठेवास्टील स्ट्रिप स्लिटिंग मशीनप्रक्रिया, अनवाइंडिंग, स्लिटिंग, रिवाइंडिंग पर्यंत. सामग्रीच्या रुंदीतील बदल, स्ट्रेचिंग, एज रिपल्स, वाकणे आणि सहिष्णुता या सर्वांवर ताणतणाव बदलामुळे गंभीरपणे परिणाम होतो.
-झोन कंट्रोल: आधुनिक स्टील स्ट्रिप स्लिटिंग लाइन्समध्ये अनवाइंडिंग, स्लिटिंग आणि रिवाइंडिंगसाठी स्वतंत्र टेंशन झोन असतात. लोड सेल आणि टेंशन रेग्युलेटर नियमितपणे कॅलिब्रेट केले जाणे आवश्यक आहे.
- तणाव भौतिक वैशिष्ट्यांवर आधारित सेट केला पाहिजे: खूप कमी घसरणे आणि खराब ट्रॅकिंग होऊ शकते; खूप जास्त सामग्री ताणू शकते, ज्यामुळे धार विकृत होते.
-रिवाइंडिंग: दाबता येण्याजोग्या सामग्रीसाठी, कोरमध्ये उच्च ताण लागू केला जातो, हळूहळू रोलचा व्यास वाढल्याने कमी होत जातो जेणेकरून ताणून न ठेवता स्थिर रोल सुनिश्चित होईल. अयोग्य टेपरमुळे काठाचे नुकसान, असमान वळण आणि रुंदीच्या सुसंगततेमध्ये तडजोड होऊ शकते.
-मटेरिअल नॉलेज: वेगवेगळ्या सामग्रीसाठी वेगवेगळ्या स्ट्रेचिंग धोरणांची आवश्यकता असते. सामग्रीचे लवचिक मॉड्यूलस आणि उत्पादन शक्ती जाणून घेणे आवश्यक आहे जेणेकरून सामग्रीचे नुकसान किंवा सहनशीलतेचे उल्लंघन टाळण्यासाठी एक योग्य ताण योजना तयार केली जाऊ शकते.
टूल सेटिंग्ज चार प्रमुख पैलूंवर लक्ष केंद्रित करून कट गुणवत्ता आणि मितीय अचूकता निर्धारित करतात:
- टूल शार्पनेस: एक कंटाळवाणा साधन सामग्री पिळून किंवा फाडून टाकू शकते, burrs तयार करू शकते आणि सहनशीलतेचे उल्लंघन करू शकते. तीक्ष्ण कडा राखण्यासाठी, सामग्रीच्या पोशाख वैशिष्ट्यांवर आणि प्रक्रिया चक्रावर आधारित साधन धारदार / बदलण्याचे वेळापत्रक सेट केले पाहिजे.
- टूल प्रकार आणि स्लिटिंग पद्धत: सामग्री आणि कट आवश्यकतांवर आधारित साधने निवडा. सहिष्णुता सुनिश्चित करण्यासाठी ग्राहकांच्या गरजांवर आधारित फ्लाय शीअरिंग (सतत हाय-स्पीड), रोटरी शिअरिंग (उच्च-सुस्पष्टता), किंवा निश्चित कातरणे (अधूनमधून लहान-बॅच) यापैकी निवडा.
-अँगल ऑप्टिमायझेशन: रेझर-प्रकार स्टील स्ट्रिप स्लिटिंग मशीनसाठी, टूल वेअरसह कट गुणवत्ता संतुलित करण्यासाठी सामग्रीनुसार ब्लेड कोन समायोजित करा. शिअर-टाइप स्टील स्ट्रिप स्लिटिंग लाईन्ससाठी वरच्या आणि खालच्या ब्लेडमधील अंतर आणि ओव्हरलॅप ट्यून करा (निर्मात्याच्या चार्टचा सल्ला घ्या आणि सामग्रीचे गुण विचारात घ्या). अयोग्य अंतर किंवा ओव्हरलॅपमुळे burrs आणि खडबडीत कडा होऊ शकतात.
-ऑपरेशनल स्थिरता: याची खात्री करास्टील स्ट्रिप स्लिटिंग मशीनची ब्लेड कॅरेज ब्लेडच्या अक्षाच्या समांतर असते आणि रोटरी ब्लेडचा रेडियल रनआउट कमी केला जातो जेणेकरून "बडबड" चिन्ह आणि अस्थिर किनार गुणवत्ता टाळण्यासाठी.
 |
 |
प्रमाणित सामग्री हाताळणी सामग्री-प्रेरित सहिष्णुता भिन्नता टाळू शकते. चार प्रमुख क्षेत्रांवर लक्ष केंद्रित करा:
-जॉइंट इंटिग्रिटी: सांधे बिघडणे किंवा जास्त जाडी टाळण्यासाठी मजबूत, एकसमान जाड सांधे वापरा ज्यामुळे उपकरणे जॅम होऊ शकतात, तणावात चढ-उतार होऊ शकतात आणि कट एजला नुकसान होऊ शकते.
-एज मार्गदर्शन: वेब स्लिटिंग क्षेत्रामध्ये केंद्रीत असल्याचे सुनिश्चित करण्यासाठी सक्रिय वेब मार्गदर्शकांचा वापर केला जातो, वेब विचलन प्रतिबंधित करते परिणामी असमान रुंदी आणि खराब बाह्य पट्टी काठ गुणवत्ता.
-रोल हाताळणी: रोल लोड आणि अनलोड करण्यासाठी क्रेन आणि शाफ्ट होइस्ट वापरा. प्रभाव किंवा थेंब टाळा ज्यामुळे कोरला नुकसान होऊ शकते आणि च्या एकाग्रतेवर परिणाम होऊ शकतोस्टील स्ट्रिप स्लिटिंग लाइनस्थापना काठाचे नुकसान आणि विकृती टाळण्यासाठी तयार रोल काळजीपूर्वक हाताळा.
- मोडतोड व्यवस्थापन: स्लिटिंग क्षेत्र स्वच्छ ठेवा आणि ते जाळे विचलित होण्यापासून, कटरमध्ये व्यत्यय आणण्यापासून किंवा रोलमध्ये अडकून, गुणवत्तेवर आणि सहनशीलतेवर परिणाम होण्यापासून रोखण्यासाठी त्वरीत कचरा काढून टाका.
देखभाल स्थिर सुनिश्चित करतेस्टील स्ट्रिप स्लिटिंग लाइनपाच प्रमुख क्षेत्रांवर लक्ष केंद्रित करून ऑपरेशन आणि सहिष्णुता अचूकता:
-प्रतिबंधात्मक देखभाल: निर्मात्याच्या वेळापत्रकानुसार घटक संरेखन, बेअरिंग्ज, बेल्ट टेंशन, गियर वेअर आणि वायवीय/हायड्रॉलिक सिस्टम तपासा आणि संभाव्य समस्यांचे त्वरित निराकरण करा.
-स्नेहन व्यवस्थापन: विनिर्दिष्ट वेळ, रक्कम आणि प्रकारानुसार वंगण घालणे ज्यामुळे घटकांची झीज आणि कंपन होऊ शकते अशा अति-स्नेहन (खराब उष्णतेचा अपव्यय) किंवा अंडर-स्नेहन (उच्च घर्षण) टाळण्यासाठी.
-घटक पोशाख तपासणी: बेअरिंग्ज, शाफ्ट आणि गीअर्स सारख्या मुख्य घटकांची नियमितपणे तपासणी करा आणि कंपन, घसरणे आणि चुकीचे संरेखन सहनशीलतेवर परिणाम होण्यापासून रोखण्यासाठी कोणतेही गंभीरपणे परिधान केलेले घटक त्वरित बदला.
-कॅलिब्रेशन आणि मेंटेनन्स: कॅलिब्रेटेड इन्स्ट्रुमेंट्समुळे मापन त्रुटी टाळण्यासाठी टेंशन सेन्सर्स, लोड सेल आणि डिजिटल पोझिशनिंग सिस्टम नियमितपणे कॅलिब्रेट करा, ज्यामुळे पॅरामीटर सेटिंग्ज प्रभावित होऊ शकतात.
-साफ करणे: स्टील स्ट्रिप स्लिटिंग मशीन धूळ, ग्रीस आणि मोडतोड पासून स्वच्छ करा, विशेषत: बेअरिंग्ज, मार्गदर्शक रेल आणि सेन्सर्सच्या आसपास, सुरळीत ऑपरेशन सुनिश्चित करण्यासाठी आणि समस्या शोधणे सुलभ करा.