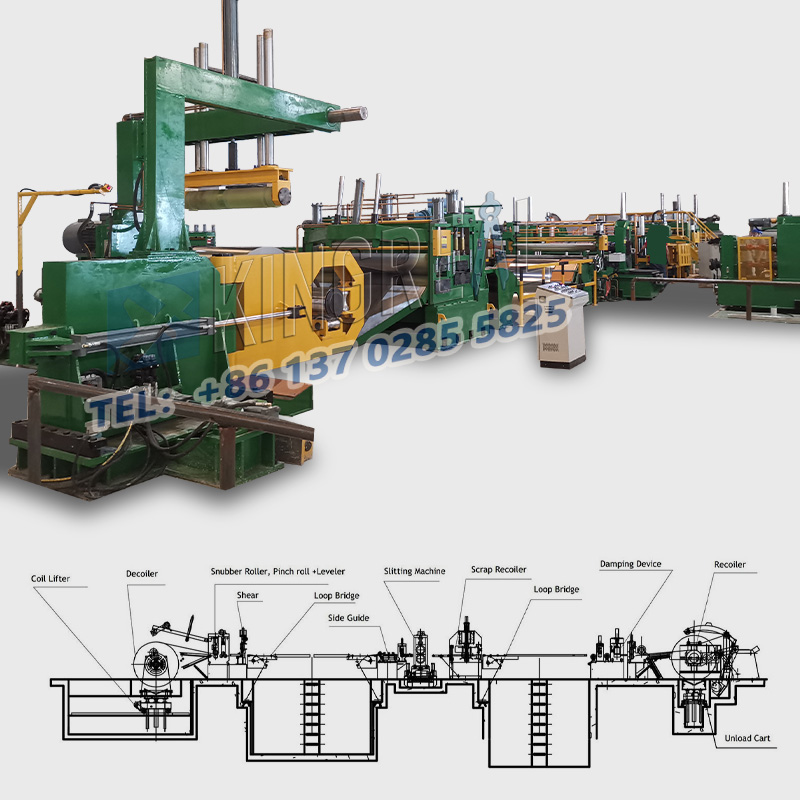
लांबीच्या रेषांपर्यंत स्टेनलेस स्टील कटस्टील, स्टेनलेस स्टील, अॅल्युमिनियम, लोह, कोल्ड-रोल्ड, हॉट-रोल्ड आणि पीपीजीआय यासह विविध धातूच्या कॉइलच्या अचूक कातरण्यासाठी मेटलवर्किंग उद्योगात मोठ्या प्रमाणात वापरले जातात.
उत्पादनातील उत्कृष्ट कामगिरी असूनही, स्टेनलेस स्टीलने लांबीच्या मशीनमध्ये कटिंग दरम्यान ऑपरेशन दरम्यान विचलनाचा अनुभव घेऊ शकतो.
हा लेख स्टेनलेस स्टील कटमध्ये तीन दृष्टीकोनातून लांबीच्या रेषांपर्यंतच्या समस्यानिवारण कटिंग विचलनाचा शोध घेईल: यांत्रिक रचना, नियंत्रण प्रोग्राम आणि पॅरामीटर्स आणि सामग्री आणि प्रक्रिया सुसंगतता.

(१) ड्राइव्ह घटक पोशाख
मध्येलांबीच्या मशीनवर स्टेनलेस स्टील कट, ड्राइव्ह घटकांचे परिधान हे विचलनाचे एक सामान्य कारण आहे.
गीअर्स, स्प्रोकेट्स आणि बर्याच काळापासून कार्यरत असलेले इतर ड्राइव्ह घटक बाहेर पडू शकतात, परिणामी आहाराची अचूकता कमी होते आणि परिणामी, कटिंग परिमाणांवर परिणाम होतो.
स्टेनलेस स्टीलची लांबी लाइन अपयशाची लक्षणे: उदाहरणार्थ, ऑटोमोटिव्ह पार्ट्स फॅक्टरीमध्ये स्टेनलेस स्टीलच्या ड्राइव्ह गीअर्सने लांबीच्या मशीनला 30% पोशाख अनुभवला. सतत 5 मिमी जाड स्टील प्लेट्स कापत असताना, मितीय चढउतार 0.3 मिमी पर्यंत पोहोचले, जे स्वीकार्य ± 0.2 मिमी श्रेणीपेक्षा जास्त आहे.
उपाय: या समस्येचे निराकरण करण्यासाठी, ड्राइव्ह घटकांच्या नियमित तपासणीची शिफारस केली जाते. जर गियर टूथ पोशाख 15% पेक्षा जास्त असेल किंवा साखळी वाढ 2% पेक्षा जास्त असेल तर त्या त्वरित बदलल्या पाहिजेत.
त्याचबरोबर मेकॅनिकल ट्रान्समिशन अचूकता पुनर्संचयित करण्यासाठी ट्रान्समिशन रेशो कॅलिब्रेट केले पाहिजे. हा उपाय कटिंग स्थिरता आणि अचूकता लक्षणीय सुधारू शकतो.
(२) टूलहोल्डर-मार्गदर्शक रेल्वे मंजुरी
टूलहोल्डर आणि मार्गदर्शक रेल्वे दरम्यान वाढलेली मंजुरी देखील एक महत्त्वपूर्ण घटक आहे जे विचलन कमी करण्यास योगदान देते. कालांतराने, टूलहोल्डर मार्गदर्शक रेल्वेमार्गाने दीर्घकाळ टिकणार्या हालचालीमुळे रेल्वे परिधान केली आहे आणि हे क्लीयरन्स वाढू शकते, ज्यामुळे टूलहोल्डरच्या स्थिरतेवर परिणाम होतो.
स्टेनलेस स्टीलची लांबी लाइन अपयशाची लक्षणे: सामान्य परिस्थितीत, टूलधारक आणि मार्गदर्शक रेल्वे दरम्यानची मंजुरी 0.05 मिमीपेक्षा कमी असावी. अत्यधिक क्लिअरन्समुळे टूलहोल्डर कटिंग दरम्यान डगमगू शकतो, परिणामी कट शीटच्या आकारात चढ -उतार होऊ शकतात.
ऊत्तराची: क्लीयरन्स तपासण्यासाठी फेलर गेज वापरा. जर ते प्रमाणित मूल्यापेक्षा जास्त असेल तर मार्गदर्शक रेल घाला समायोजित करा किंवा खराब झालेले मार्गदर्शक रेल स्लाइडर पुनर्स्थित करा. या समायोजनानंतर हार्डवेअर फॅक्टरीने या समायोजनानंतर 0.25 मिमी वरून 0.08 मिमी पर्यंत कटिंग विचलन कमी केले.
(१) प्रोग्राम लॉजिक त्रुटी
मध्येलांबीच्या मशीनवर स्टेनलेस स्टील कटऑपरेशन्स, पीएलसी प्रोग्राम लॉजिक त्रुटी देखील विचलनाचे एक सामान्य कारण आहेत. फीडची अव्यवस्थित वेळ आणि प्रोग्राममधील कटिंगच्या सूचनांमुळे सामग्री पूर्णपणे आहार घेण्यापूर्वी कटिंगला चालना मिळू शकते, परिणामी अंडरकटिंग होऊ शकते.
स्टेनलेस स्टीलच्या लांबीच्या अपयशाचे स्टेनलेस स्टीलचे अभिव्यक्ती: उदाहरणार्थ, काही प्रकरणांमध्ये, सामग्री पूर्णपणे आहार घेण्यापूर्वी कटिंग सुरू होते, ज्याचा थेट कट करण्याच्या अचूकतेवर परिणाम होतो.
समाधानः आय/ओ पॉइंट स्थितीचे परीक्षण करण्यासाठी प्रोग्राम डायग्नोस्टिक्स वापरण्याची आणि "फीड-डिटेक्ट-कट" लॉजिकची पुनर्रचना करण्याची शिफारस केली जाते. याव्यतिरिक्त, कृती अनुक्रमांची अचूकता सुनिश्चित करण्यासाठी विलंब सत्यापन सूचना जोडा. हे ऑप्टिमायझेशन स्टेनलेस स्टील कट ते लांबीच्या मशीनची ऑपरेटिंग स्थिरता लक्षणीय सुधारेल.
(२) चुकीच्या पॅरामीटर सेटिंग्ज
चुकीच्या पॅरामीटर सेटिंग्ज देखील स्टेनलेस स्टीलच्या लांबीच्या ओळींच्या कटिंगच्या अचूकतेवर परिणाम करणारे एक महत्त्वपूर्ण घटक आहेत. चुकीचे फीड लांबी पॅरामीटर्स किंवा न जुळणारे कटिंग आणि फीड गती एकत्रित विचलन होऊ शकतात.
स्टेनलेस स्टीलची लांबी मशीन अयशस्वी होण्याचे लक्षणे: उदाहरणार्थ, जर फीडची लांबी 100 मिमी वर सेट केली गेली परंतु वास्तविक फीडची लांबी 99.5 मिमी असेल तर दीर्घकालीन ऑपरेशनमुळे महत्त्वपूर्ण आयामी विचलन होईल.
ऊत्तराची: फीड पल्सची संख्या (प्रति मिलिमीटर डाळींची संख्या) पुन्हा तयार करा आणि प्लेटच्या जाडी आणि सामग्रीवर आधारित कटिंग वेग समायोजित करा. जाड प्लेट्ससाठी, कटिंगचा वेग 30 वेळा/मिनिटापेक्षा जास्त नसावा अशी शिफारस केली जाते, तर पातळ प्लेट्ससाठी ते 60 वेळा/मिनिटापर्यंत पोहोचू शकते.
पॅरामीटर्स दुरुस्त केल्यानंतर, स्टेनलेस स्टील प्रोसेसिंग प्लांटने 10 मीटर लांबीच्या प्लेटसाठी 0.1 मिमीपेक्षा कमी किंमतीचे एकत्रित विचलन प्राप्त केले, जे पॅरामीटर सुधारण्याचे महत्त्व दर्शविते.
(१) असमान प्लेटचा ताण
स्टेनलेस स्टील प्लेट्स कापताना, असमान ताणतणाव कटिंगनंतर स्प्रिंगबॅक होऊ शकतो, अंतिम आयामी स्थिरतेवर परिणाम करते.
स्टेनलेस स्टीलची लांबी लाइन अपयशाची लक्षणे: उदाहरणार्थ, कोल्ड-रोल केलेल्या प्लेटचा स्प्रिंगबॅक दर 1-2%पर्यंत जास्त असू शकतो, ज्यामुळे कटिंगनंतर आयामी संकोचन होऊ शकते.
ऊत्तराची: शीट मेटलवर तणावमुक्ती कमी करण्याची शिफारस केली जाते, जसे की समतुल्य करणे किंवा वृद्ध होणे, किंवा प्रोग्राममधील स्प्रिंगबॅकची भरपाई करणे (सामग्रीनुसार 0.1-0.3 मिमीचे नुकसान भरपाई मूल्य निश्चित करणे). नुकसान भरपाईनंतर, कोल्ड-रोल्ड शीट मिलने cent०.१ मिमीचे कटिंग परिमाण विचलन साध्य केले, ज्याची अचूकता कमी होईल.
(२) फीड टेन्शन चढउतार
फीड टेन्शन स्थिरता थेट कटिंग अचूकतेवर परिणाम करते. जर फीड रोलरचा तणाव अस्थिर असेल तर, शीट मेटल आहार घेताना स्लिप किंवा सुरकुत्या येऊ शकते, परिणामी अनियंत्रित कटिंग परिमाण.
स्टेनलेस स्टीलची लांबी लाइन अपयशाची लक्षणे: तणाव नियंत्रणाच्या अपयशामुळे असमान आहार मिळू शकतो, ज्यामुळे कटिंगच्या गुणवत्तेवर परिणाम होतो.
ऊत्तराची: तणाव नियंत्रण प्रणालीची तपासणी करण्याची शिफारस केली जाते. वायवीय टेंशनर्सना सील बदलण्याची आवश्यकता असते, तर हायड्रॉलिक टेन्शनर्सना प्रेशर सेन्सर कॅलिब्रेशन आवश्यक असते. समायोजनानंतर, स्टीलच्या स्ट्रिप मिलने तणावातील चढ -उतार ± 5% वरून ± 1% पर्यंत कमी केला, ज्यामुळे कटिंग अचूकता प्रभावीपणे सुधारली.
 |
 |
 |
च्या कार्यातलांबीच्या मशीनवर स्टेनलेस स्टील कट, कटिंग विचलन बर्याचदा घटकांच्या संयोजनामुळे होते. यांत्रिक रचना, नियंत्रण कार्यक्रम आणि पॅरामीटर्स आणि सामग्री आणि प्रक्रिया सुसंगततेवर लक्ष केंद्रित करणारी विस्तृत तपासणी प्रभावीपणे समस्या ओळखू शकते आणि लक्ष्यित दुरुस्ती अंमलात आणू शकते.
नियमितपणे ट्रान्समिशन घटक राखून, प्रोग्राम लॉजिकचे ऑप्टिमाइझ करून, तंतोतंत पॅरामीटर्स समायोजित करणे आणि भौतिक वैशिष्ट्यांशी जुळवून घेत, उत्पादक विचलन कमी करू शकतात आणि ऑटोमोटिव्ह पार्ट्स आणि हार्डवेअर सारख्या उद्योगांच्या कठोर कटिंगची आवश्यकता पूर्ण करू शकतात.
केवळ स्टेनलेस स्टीलच्या कट ते लांबीच्या रेषेच्या प्रत्येक पैलूमध्ये सतत सुधारित केल्याने जोरदार स्पर्धात्मक बाजारात विजय मिळू शकतो.
आम्हाला आशा आहे की या लेखातील विश्लेषण आणि सूचना संबंधित उद्योगांसाठी प्रभावी समस्यानिवारण धोरण आणि निराकरणे प्रदान करतील.