हॉट रोल्ड स्लिटिंग लाइनमेटल प्रोसेसिंग उद्योगात मोठ्या प्रमाणात वापरल्या जाणार्या एक महत्त्वपूर्ण उत्पादन उपकरणे आहेत. त्याचे मुख्य कार्य लांबीच्या दिशेने आवश्यक रुंदीच्या एकाधिक पट्ट्यामध्ये विस्तीर्ण गरम-रोल्ड मेटल कॉइल कापणे आहे. या पट्ट्या सहसा त्यानंतरच्या रोलिंग, ब्लँकिंग, कोल्ड वाकणे आणि मुद्रांकन प्रक्रियेत वापरल्या जातात आणि विविध औद्योगिक उत्पादनांसाठी मूलभूत सामग्री बनतात. हा लेख वर्कफ्लो, तांत्रिक मापदंड, सामान्य ऑपरेटिंग समस्या आणि हॉट रोल्ड स्लिटिंग मशीनचे सोल्यूशन्स तपशीलवार सादर करेल. आपल्याला अधिक पॅरामीटर्स किंवा व्हिडिओ माहिती मिळविण्याची आवश्यकता असल्यास, किंग्रियल स्टील स्लीटरचा सल्ला घेण्यासाठी आपले स्वागत आहे!

गरम रोल केलेल्या प्लेट्स स्टील प्लेट्स किंवा पट्ट्या असतात ज्या गरम झाल्यानंतर रोल केल्या जातात. त्याच्या मुख्य फायद्यांमध्ये हे समाविष्ट आहे:
उच्च खडबडीत: हॉट रोल केलेल्या प्लेट्सवर उच्च तापमानात प्रक्रिया केली जाते, ज्यामुळे काही अंतर्गत तणाव दूर होऊ शकतो आणि सामग्रीची कठोरता सुधारू शकते.
खर्च-प्रभावीपणा: कोल्ड रोल केलेल्या प्लेट्सच्या तुलनेत, हॉट-रोल केलेल्या प्लेट्समध्ये उत्पादन कमी खर्च असतो आणि मोठ्या प्रमाणात उत्पादनासाठी योग्य असतात.
उच्च उत्पादन कार्यक्षमता: हॉट रोल्ड स्लिटिंग मशीन बाजाराच्या मागणीतील बदलांशी जुळवून घेण्यासाठी आवश्यक रुंदीमध्ये मोठ्या कॉइल्स द्रुत आणि कार्यक्षमतेने स्लिट करू शकतात.
या वैशिष्ट्यांमुळे, हॉट-रोल केलेल्या प्लेट्सची रचना, जड यंत्रसामग्री उत्पादन आणि इतर क्षेत्रांमध्ये मोठ्या प्रमाणात वापरल्या गेल्या आहेत.
|
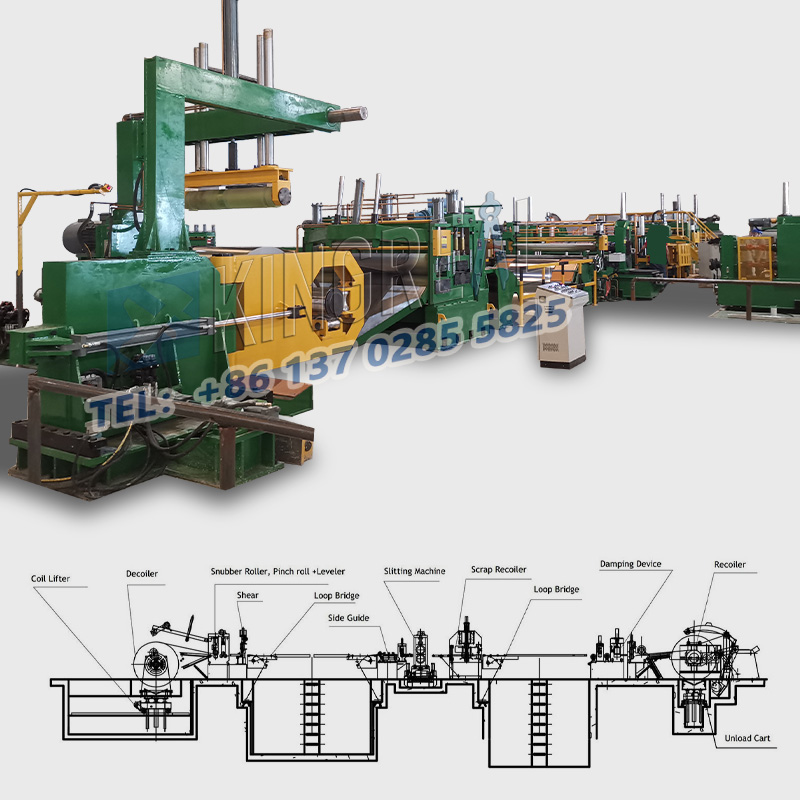
साठी लोड करीत आहेहॉट रोल्ड स्लिटिंग लाइन: ऑपरेटर हॉट रोल्ड कॉइलला डीकोइलर मॅन्ड्रेलमध्ये फीड करतो. हॉट रोल्ड स्लिटिंग मशीनसाठी अनकिलिंग: डीकोइलर मुख्य कॉइलला उलगडतो आणि स्टीलला स्लिटिंग हेडमध्ये पोसतो. गरम रोल्ड स्लिटिंग लाइनसाठी स्लिटिंग: स्लिटिंग हेडवर, स्टीलला फिरणार्या ब्लेडद्वारे एकाधिक अरुंद पट्ट्यांमध्ये स्लिट होते. हॉट रोल्ड स्लिटिंग मशीनची तपासणीः विशिष्टता रुंदी आणि किनार स्थिती आवश्यकता पूर्ण करतात हे सुनिश्चित करण्यासाठी ऑपरेटर प्रत्येक स्ट्रँडची तपासणी करतो. गरम रोल्ड स्लिटिंग लाइनसाठी तणावमुक्ती: स्ट्रँड्स चिरून घेतल्यानंतर सामग्रीचा ताण दूर करण्यासाठी आणि वाकणे न घेता रीविंडिंग सुनिश्चित करण्यासाठी स्टँड्स कुंडलाकार खड्ड्यांमधून जातात. बंडलिंग आणि पॅकेजिंग: ग्राहकांच्या आवश्यकतेनुसार प्रत्येक स्ट्रँड बंडल आणि पॅकेज करा. |
 |
मॉडेल
मॉडेल 1
मॉडेल 2
मॉडेल 3
मॉडेल 4
मूळ कॉइल
हॉट-रोल्ड प्लेट
हॉट-रोल्ड प्लेट
हॉट-रोल्ड प्लेट
हॉट-रोल्ड प्लेट
भौतिक जाडी
0.8 मिमी -6.0 मिमी
0.8 मिमी -6.0 मिमी
2.0 मिमी -12.0 मिमी
3.0 मिमी -16.0 मिमी
साहित्य रुंदी
1600 मिमी (कमाल)
1800 मिमी (कमाल)
2000 मिमी (कमाल)
2200 मिमी (कमाल)
कॉइल वजन
30 ट्टन (कमाल)
30 ट्टन (कमाल)
30 ट्टन (कमाल)
30 ट्टन (कमाल)
रुंदी अचूकता
± 0.15 मिमी
± 0.15 मिमी
± 0.2 मिमी
± 0.3 मिमी
युनिट वेग
120 मी/मिनिट (कमाल)
120 मी/मिनिट (कमाल)
80 मी/मिनिट (कमाल)
60 मी/मिनिट (कमाल)
|
High उच्च कार्यक्षमता स्लिटिंग क्षमतेसह हॉट रोल्ड स्लिटिंग मशीन चे एक उल्लेखनीय वैशिष्ट्यहॉट रोल्ड स्लिटिंग मशीनहे एकाच वेळी 40 पर्यंत अरुंद पट्ट्या तयार करू शकते. हे कार्य मोठ्या प्रमाणात उत्पादनांच्या ग्राहकांच्या गरजा पूर्ण करते. औद्योगिकीकरणाच्या प्रवेगमुळे, धातूच्या पट्ट्यांची बाजारपेठेतील मागणी वाढत आहे, विशेषत: बांधकाम, ऑटोमोबाईल मॅन्युफॅक्चरिंग आणि होम उपकरणे यासारख्या उद्योगांमध्ये. हॉट रोल्ड स्लिटिंग लाइनची उच्च स्लिटिंग क्षमता उत्पादकांना अल्पावधीत मोठ्या संख्येने पात्र उत्पादने प्रदान करण्यास सक्षम करते, ज्यामुळे उत्पादन कार्यक्षमता सुधारते आणि युनिटची किंमत कमी होते. |
 |
|
Lylylyly स्वयंचलित हॉट रोल्ड स्लिटिंग मशीन हॉट रोल्ड स्लिटिंग लाइन संपूर्ण स्वयंचलित डिझाइनचा अवलंब करते आणि हाय-स्पीड ऑपरेशन साध्य करण्यासाठी प्रगत नियंत्रण प्रणालीसह सुसज्ज आहे. जास्तीत जास्त उत्पादन गती 120 मीटर/मिनिटापर्यंत पोहोचू शकते, ज्याचा अर्थ असा आहे की प्रति युनिट वेळेसाठी अधिक सामग्रीवर प्रक्रिया केली जाऊ शकते, ज्यामुळे उत्पादन कार्यक्षमता सुधारेल. पूर्णपणे स्वयंचलित डिझाइन केवळ मॅन्युअल हस्तक्षेपाची आवश्यकता कमी करत नाही तर मानवी ऑपरेटिंग त्रुटींची शक्यता देखील कमी करते आणि उत्पादनाची सुसंगतता आणि गुणवत्ता सुधारते. हॉट रोल्ड स्लिटिंग लाइनची स्वयंचलित नियंत्रण प्रणाली रिअल टाइममध्ये उत्पादन प्रक्रियेचे परीक्षण करू शकते आणि भिन्न सामग्री आणि जाडीची आवश्यकता पूर्ण करण्यासाठी वेळेत पॅरामीटर्स समायोजित करू शकते. |
 |
|
Ust कॉस्टोमाइज्ड हॉट रोल्ड स्लिटिंग मशीन ग्राहकांच्या गरजा चांगल्या प्रकारे पूर्ण करण्यासाठी, किंग्रियल स्टील स्लीटर प्रदान करतेएस सानुकूलित हॉट रोल्ड स्लिटिंग लाइन सोल्यूशन्स. ग्राहकांनी प्रदान केलेल्या रेखांकनांनुसार आणि वास्तविक उत्पादनाच्या गरजेनुसार, किंग्रियल स्टील स्लीटर ग्राहकांच्या उत्पादन प्रक्रियेची कार्यक्षमता आणि गुळगुळीतपणा सुनिश्चित करण्यासाठी वेगवेगळ्या हॉट रोलिंग स्लिटिंग मशीन मॅन्युफॅक्चरिंग सोल्यूशन्सची रचना करण्यास सक्षम आहे. किंग्रियल स्टील स्लिटर हॉट रोल्ड स्लिटिंग मशीन वेगवेगळ्या जाडीच्या कॉइल्सशी जुळवून घेण्यासाठी तीन मुख्य प्रकारांमध्ये विभागली गेली आहेत: लाइट गेज स्लिटिंग मशीन: 0.2 मिमी ते 3 मिमी जाडीसह कॉइल्स प्रोसेसिंगमध्ये विशेष. मध्यम गेज स्लिटिंग मशीन: 3 मिमी ते 6 मिमीच्या जाडीसह कॉइलसाठी योग्य. हेवी गेज स्लिटिंग मशीन: 6 मिमी ते 16 मिमी जाडीसह कॉइल्सवर प्रक्रिया करण्यास सक्षम. |
 |
दहॉट रोल्ड स्लिटिंग लाइनस्लिटिंग प्रक्रियेदरम्यान बाजूकडील वाकणे तयार करू शकते. हे खालील कारणांमुळे होऊ शकते:
1. कच्च्या मालाचे वाकणे:
रोलिंग प्रक्रियेदरम्यान स्टील प्लेटचा ताण पूर्णपणे काढून टाकला जात नाही. रेखांशाचा कातरणे नंतर, तणाव सोडला जातो आणि प्लेट वाकली जाते. जेव्हा प्लेटच्या मध्यभागी ताण दोन्ही बाजूंनी सोडला जातो तेव्हा प्लेट बाहेरून वाकते; जेव्हा प्लेटच्या दोन्ही बाजूंचा ताण मध्यभागी सोडला जातो तेव्हा प्लेट मध्यभागी वाकते.
2. बुर्समुळे वाकणे:
रेखांशाच्या कातरण्याच्या दरम्यान ब्लेड गॅपच्या अयोग्य समायोजनामुळे बुरेस मोठे आहेत. रोलिंग करताना, काठावरील बुरे मोठ्या प्लेटच्या जाडीच्या समतुल्य असतात, ज्यामुळे धार ताणते आणि वाकते.
3. वरच्या आणि खालच्या ब्लेडमधील असमान अंतरांमुळे वाकणे:
जेव्हा डावे आणि उजवे अंतर मोठे असतात, तेव्हा कातरण्याच्या भागाचे इंडेंटेशन देखील मोठे असते आणि डाव्या आणि उजव्या अंतरांपेक्षा लहान अंतर असलेली बाजू मोठी ताणते आहे, म्हणून ती वाकते.
4. असमान तणावामुळे वाकणे:
रोलिंग करताना, स्टील प्लेटच्या संपूर्ण रुंदीवर समान तणाव लागू केला पाहिजे. जर तणाव एका बाजूला केंद्रित असेल तर वाकणे होईल.
5. विचलन सुधारणेच्या वेगवान हालचालीमुळे वाकणे:
प्रक्रियेदरम्यान, जर विचलन सुधारणेची गती खूप वेगवान असेल तर विचलन दुरुस्तीच्या संपर्कात असलेली बाजू अंशतः वाढविली जाईल आणि वाकली जाईल.
रेखांशाच्या कातरल्यानंतर शीट सामग्री वाकलेली असेल तर ती शीट कोइलिंगच्या गुणवत्तेवर गंभीरपणे परिणाम करेल, म्हणून ती काढून टाकली पाहिजे. पत्रक रोलिंग, उपकरणे समायोजन आणि ऑपरेशन पद्धत यासारख्या कारणांकडे लक्ष दिले पाहिजे.