


हेवी गेज कट टू लेन्थ लाइन - 2024 KINGREAL हे 6-25 मिमी जाडीच्या जड धातूच्या कॉइलवर प्रक्रिया करण्यासाठी आणि त्यांना अचूक आकाराच्या धातूच्या शीटमध्ये कापण्यासाठी डिझाइन केले आहे.
हेवी गेज कट टू लेन्थ लाईन - 2024 किंग्रियल स्टील स्लिटर कट टू लेन्थ लाइन, हाय स्पीड कट टू लेन्थ मशीन, साधी कट टू लेन्थ मशीन आणि हे हेवी गेज कट टू लेन्थ मशीन दोन्ही देऊ शकते, जे हॉट रोल्ड स्टील, कोल्ड रोल्ड स्टील, स्टेनलेस स्टील आणि इतर ऑटोमॅटिक स्टील, स्टील, स्टील आणि इतर उपकरणांसाठी कट-टू-लेंथ काट-टू-लांबी देऊ शकते. पूर्णपणे स्वयंचलित उत्पादन प्रक्रिया.


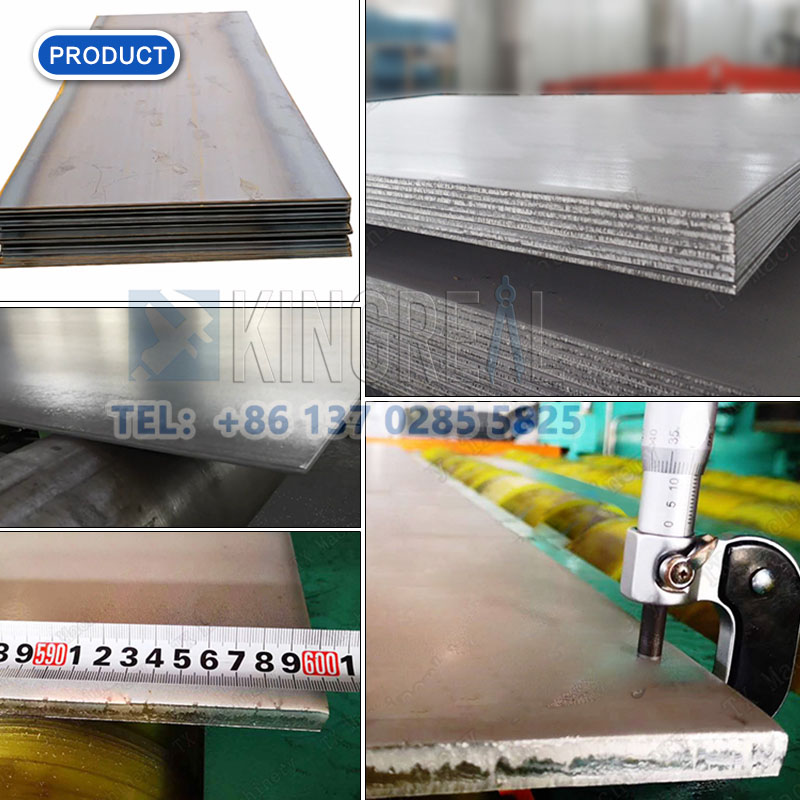
उच्च सामर्थ्य, चांगली कडकपणा, सुलभ प्रक्रिया आणि तयार करणे आणि चांगले वेल्ड-क्षमतेमुळे, जाड शीट मेटल कॉइलचा वापर विविध औद्योगिक क्षेत्रात मोठ्या प्रमाणावर केला जातो, विविध उद्योगांच्या गरजा पूर्ण करण्यासाठी. हेवी गेज कट टू लेन्थ लाईनची मागणी वाढत आहे, उपकरणांच्या उच्च गरजांसाठी जाड शीट मेटल कॉइलची प्रक्रिया करणे, अनकॉइलिंग उपकरणे लेव्हलिंगपासून ते कातरणे आणि स्टॅकिंगपर्यंत. लोड-बेअरिंग श्रेणीची आवश्यकता शीट मेटलच्या इतर जाडीपेक्षा खूप जास्त आहे.
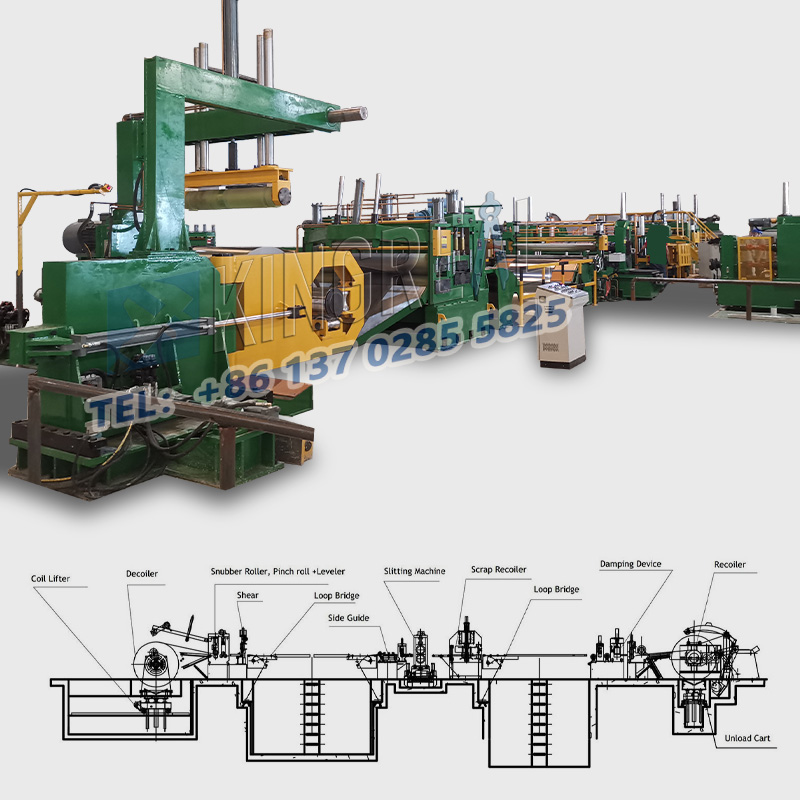
किंगरियल स्टील स्लिटर हेवी गेज कट टू लेन्थ लाइन विशेषत: डिकोइलर, स्ट्रेटनर, मेजरिंग, कट टू लेंथ मशीन आणि स्टॅकिंगद्वारे 6-20 मिमी पर्यंत जाडी असलेल्या कॉइलवर प्रक्रिया करण्यासाठी डिझाइन केलेले आहे.
|
नाव |
तपशील |
|
कच्चा माल |
Q235 HR |
|
शीटची जाडी |
5.0-20.0 मिमी |
|
शीटची रुंदी |
900-2000 मिमी |
|
मशीन इनपुट नेट रुंदी |
2000 मिमी |
|
कॉइलचा बाह्य व्यास |
Φ1000~Φ2200mm |
|
कॉइलचा आतील व्यास |
Φ550~Φ760mm |
|
कॉइलचे कमाल वजन |
30टी |
|
स्टॅकिंग लांबी |
1000~12000mm |
|
सत्ताधारी अचूकता |
≤±1.5mm/3M |
|
कर्ण अचूकता |
≤±1.5mm/3M |
|
लेव्हलिंग अचूकता |
≤±2.0mm/M |
|
ऑपरेटिंग गती |
0~25मी/मिनिट |
|
एकूण शक्ती |
~500KW |
|
मशीन केंद्र उंची |
1000 मिमी |

हायड्रोलिक डिकॉइलर-- फ्रेम हायड्रॉलिक पायलट मशीन--सेव्हन-रोल लेव्हलिंग मशीन--डबल-हेड ट्रिमर--स्कार्प कलेक्टर--इलेव्हन-रोल लेव्हलिंग मशीन-- वायवीय आकाराचे उपकरण--टेलबोर्ड फीडर--हायड्रॉलिक कटिंग मशीन--स्टॅकिंग मशीन
a. क्षमता: 30T
b.ब्रेक तपशील: 4-DBH205
c. मटेरियल फ्रेम लिफ्टिंग स्ट्रोक 650 मिमी (थेट रीलवर लिफ्ट, काढून टाकलेल्या स्टील लाइनरवर येऊ शकते)
d.स्टील कॉइलला क्लॅम्प करण्यासाठी डबल बेअरिंग डबल कोन टॉप प्रेशर प्रकार पद्धतीचा अवलंब करणे, मशीन बेसच्या दुसऱ्या टोकाची हालचाल हायड्रॉलिक सिलेंडर्सद्वारे चालविली जाते आणि एकाचवेळी ड्राइव्ह सेंटरिंगचे कार्य असते, अनकॉइलरच्या दुसऱ्या टोकावरील स्पिंडल वायवीय डिस्क ब्रेक उपकरणासह डिझाइन केलेले असते.
हे दोन-रोलर क्लॅम्पिंग आणि फीडिंग आणि पाच-रोलर लेव्हलिंगची रचना स्वीकारते. मोटर युनिव्हर्सल कनेक्टिंग शाफ्टद्वारे रिड्यूसर आणि वितरण बॉक्सद्वारे वरच्या आणि खालच्या रोलर्सला चालवते, वरचा रोलर समायोजित करणे आणि फीडिंगसाठी खाली दाबणे हे हायड्रोलिक सिलेंडरद्वारे कार्यान्वित केले जाते आणि लेव्हलिंगसाठी वरचा रोलर समायोजित करणे आणि दाबणे इलेक्ट्रिक पॉवरद्वारे कार्यान्वित केले जाते. प्री-स्कूलिंग मशीन आणि लेव्हलिंग होस्टचे सिंक्रोनस ऑपरेशन लक्षात घेऊन, अमेरिकन PARKER590C सीरीज डीसी कंट्रोल सिस्टमद्वारे मोटर नियंत्रण नियंत्रित केले जाते. युनिव्हर्सल कनेक्टिंग शाफ्ट मिल इंडस्ट्रियल युनिव्हर्सल शाफ्टचा अवलंब करतो.
लेव्हलिंग रोलर व्यास: Φ220 मिमी
लेव्हलिंग रोल अंतर: 260 मिमी
रोलर्सचे प्रमाण : 2+5 रोलर्स
रोलर मटेरिअल : टेम्पर्ड आणि मिडीयम फ्रिक्वेन्सी टणक असलेले GCr15 बनावट स्टील (HRC60)
मुख्य मोटर पॉवर: 132KW DC
समायोजनासाठी मोटरची शक्ती: 2-7.5KW
मुख्य रेड्युसर: JZQ850
ऍडजस्टमेंट रिड्यूसर : 2-BWY4 स्विंग रिडक्शन
a.फंक्शन: चालू असताना शीटचा आकार संपुष्टात येण्यापासून रोखणे आणि शीटचे लेव्हलिंग मेन मशीनमध्ये नियमन करणे. यात मशीन बेस, लिमिट रोलर, सपोर्टिंग सीट स्लाइड, गाइड रोलर आणि ऍडजस्टमेंट डिव्हाईस असतात. शीटच्या रुंदीच्या दिशेच्या दोन्ही बाजूंना अनुलंब मार्गदर्शक रोलर्स प्रदान केले जातात, आणि मार्गदर्शक रोलर फ्रेम संबंधित स्लाइडवर निश्चित केली जाते, जी मार्गदर्शक स्तंभावरील स्लाइडला वायर रॉड नट पेमेंटद्वारे मोटरद्वारे शीटच्या रुंदीच्या दिशेने हलवते, जेणेकरुन भिन्न शीट रुंदींशी जुळवून घेता येईल. समायोजन मोटारीकृत आहे.
b. समायोजन श्रेणी: 900~2000mm
मार्गदर्शक रोलर साहित्य: Gcr15(HRC60)
समायोजन मोटर: 2~3KW
समायोजन रेड्यूसर: 2-WPDKS135 वर्म रेड्यूसर
कार्य: कातरणे मशीन मुख्यत्वे हेड कटिंग, टेल कटिंग, साइड ट्रिमिंग, अनुदैर्ध्य कातरणे आणि कट-टू-लांबी कातरणे ही कामे पूर्ण करते.
सामग्री अनुकूलता: हे सामान्य कार्बन स्टील, उच्च-गुणवत्तेचे निम्न मिश्र धातु स्टील, मिश्र धातु स्टील, पाइपलाइन स्टील आणि स्टेनलेस स्टील प्लेट सारख्या भिन्न जाडीच्या आणि सामग्रीच्या स्टील प्लेटसाठी योग्य आहे.
ऑटोमेशनची डिग्री: संपूर्ण प्रक्रिया स्वयंचलितपणे कार्य करते, मॅन्युअल ऑपरेशन कमी करते आणि उत्पादन कार्यक्षमता सुधारते.
अचूक मापन: अचूक कटिंग आकार सुनिश्चित करण्यासाठी उच्च अचूक मापनासह.
कातरणे ब्लेड अंतर समायोजन: कटिंग गुणवत्ता सुनिश्चित करण्यासाठी कातरणे ब्लेड बाजूचे अंतर समायोजित केले जाऊ शकते.
a.मॉडेल: हायड्रोलिक ब्रेक
b. स्ट्रोक प्रति मिनिट: 8~12 वेळा
c. ब्लेड साहित्य: Cr12Mov
d. मोटर पॉवर: 55KW
फीडिंग स्टेशन:
a.यात एक फ्रेम, स्विंग रोलर टेबल, कन्व्हेयर रोलर कन्व्हेयर आणि पॉवर युनिट असते. थ्रोइंग मशीनमध्ये फ्लॅट प्लेट इनपुट करणे हे त्याचे कार्य आहे.
b. मोटर: 7.5KW
c.Reducer: BWY4 स्विंग रेड्यूसर
मुख्य फीडर:
a. यात मशीन बेस, प्लेक, स्लाइडर, थ्रोइंग रोलर आणि पॉवर युनिट असते. वायवीय अंमलबजावणीसाठी सामग्री अप्पर रोलर उचलणे आणि कमी करणे फेकणे. ट्रान्समिशन यांत्रिक आहे. यार्डिंग टेबलमध्ये प्लेटला फीड करणे हे त्याचे कार्य आहे.
b. मोटर: 7.5KW
c.Reducer: BWY4 स्विंग रेड्यूसर
स्टॅकिंग टेबल: यात स्टील प्लेट्स आणि स्टीलचे विभाग एकत्र जोडलेले असतात. त्याचे कार्य कॅलिब्रेटेड फ्लॅट प्लेट स्टॅक करणे आहे. लांबी 12 मीटर.
वायवीय स्टॉकर: यात अनुदैर्ध्य मर्यादा समतल उपकरणाचा एक संच आणि ट्रान्सव्हर्स लिमिट लेव्हलिंग उपकरणाचे तीन संच असतात. मर्यादा आणि समायोजन दोन्ही यंत्रणा वेगवेगळ्या बोर्ड रुंदीनुसार समायोजित केल्या जाऊ शकतात आणि समायोजन मॅन्युअल आहे. मटेरिअल रेक्टिफायिंग एक्झिक्यूशन हा वायवीय ॲक्ट्युएटर आहे.
 |
 |
 |

1. सानुकूलित सेवांची संपूर्ण श्रेणी, ग्राहकाच्या प्लेट उत्पादनासाठी हेवी गेज कट ते लांबी रेखा रेखाचित्र डिझाइन प्रदान करण्याच्या गरजेनुसार, निवडीसह कॉन्फिगर केले जाऊ शकते.
2. हेवी गेज कट ते लांबीच्या रेषेसाठी विविध कॉन्फिगरेशन प्रदान करा, जसे की लोडिंग ट्रॉली, ट्रिमिंग डिव्हाइस, स्वयंचलित स्टॅकिंग, स्वयंचलित डिस्चार्जिंग इ.; पूर्णपणे स्वयंचलित उत्पादन लक्षात घ्या.
3. हेवी गेज कट ते लांबीच्या रेषेची स्थिरता आणि दीर्घायुष्य सुनिश्चित करण्यासाठी विविध उपकरणे प्रदान करा;
4. अभियंते स्थानिक विक्री-पश्चात सेवा हमी, साइटवर हेवी गेज कट ते लांबी लाईनच्या स्थापनेसाठी मार्गदर्शन करू शकतात.
5. 24/7 ऑनलाइन विक्रीनंतरची सेवा, तांत्रिक उत्तर.

1/ तुमची कट टू लेंथ लाईन मशीन कट करू शकणाऱ्या स्टील प्लेटची जास्तीत जास्त जाडी किती आहे?
किंगरिअल स्टील स्लिटर लांबीच्या रेषा कापून 0.2 मिमी ते 25 मिमी पर्यंत जाडी असलेले धातूचे साहित्य कापू शकते. शिफारस केलेले विशिष्ट मॉडेल आपल्या आवश्यकतांवर अवलंबून असेल.
2/कप टू लेंथ मशीन ब्लेड्स किती काळ टिकतात?
कट ते लांबीच्या मशीन ब्लेडचे आयुष्य कापले जाणारे साहित्य आणि वापराच्या वारंवारतेवर अवलंबून असते. KINGREAL STEEL SLITTER सेवा आयुष्य वाढवण्यासाठी सानुकूल मिश्र धातुचे स्टील ब्लेड देखील देते.
3/कोणती सामग्री कट ते लांबीच्या रेषांसाठी योग्य आहे?
KNGREAL कट टू लेंथ मशीन प्रामुख्याने स्टील, स्टेनलेस स्टील, कार्बन स्टील, ॲल्युमिनियम, तांबे आणि इतर धातू सामग्रीसाठी योग्य आहेत.
4/कट ते लांबीचे मशीन खराब झाल्यास काय?
किंगरीअल स्टील स्लिटर कट टू लांबी मशीन अत्यंत विश्वासार्ह दर्जाच्या असतात. कोणतेही भाग खराब झाल्यास, किंगरील स्टील स्लिटर तुम्हाला बदली भाग प्रदान करेल.
5/तुम्ही कोणत्या प्रकारच्या कट टू लेंथ मशीन ऑफर करता?
किंगरीअल स्टील स्लिटर, प्रक्रिया साहित्य, सामग्रीची जाडी, रुंदी, लांबी आणि कटिंग पद्धतीसह ग्राहकाच्या वास्तविक प्रकल्प आवश्यकतांशी जुळणाऱ्या लांबीच्या मशीनला कट प्रदान करेल. आणि KINGREAL स्टील स्लिटर देखील कट टू लांबीच्या मशीनला विशेष घटकांसह सुसज्ज करू शकते.